jthacker48
Member
- Joined
- Nov 11, 2017
- Messages
- 12
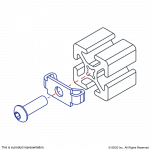
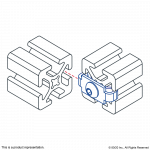
I've been lucky enough to stumble into several hundred feet of 80/20 at a crazy price recently. In addition, it came with a couple hundred anchor fasteners and various other fasteners and accessories.
The extrusion is various lengths and I'm going to need to cut it to length for my projects. The cutting I can handle. I'm having trouble figuring out how to counterbore aluminum for the anchor fasteners without a mill.
I've got a Wen 4214 12" variable speed drill press with a chuck that can hold up to 5/8". But I've got 15 series 8020 and the anchor fasteners are 13/16". I cant use 8020's suggested end mill plus I'm not sure if an end mill would work right in drill press even if it would fit.
I've seen a lot of mixed answers and none of them breed a lot of confidence except spend a bunch of money and time taking it to a machine shop. I'd like to do it myself if at all possible for a plethora of reasons.
Is it reasonable to counterbore 80/20 without a mill?
If so, what kind of bit would I use in my drill press?
The extrusion is various lengths and I'm going to need to cut it to length for my projects. The cutting I can handle. I'm having trouble figuring out how to counterbore aluminum for the anchor fasteners without a mill.
I've got a Wen 4214 12" variable speed drill press with a chuck that can hold up to 5/8". But I've got 15 series 8020 and the anchor fasteners are 13/16". I cant use 8020's suggested end mill plus I'm not sure if an end mill would work right in drill press even if it would fit.
I've seen a lot of mixed answers and none of them breed a lot of confidence except spend a bunch of money and time taking it to a machine shop. I'd like to do it myself if at all possible for a plethora of reasons.
Is it reasonable to counterbore 80/20 without a mill?
If so, what kind of bit would I use in my drill press?

")
")