Ok, I have read posts of others buying and using CMT bits. Those that are can you post the exact model # of the bit. I can only find bits with a 8mm shank as the following 306.50.11 & 307.50.11 the problem is the #306 is 55.5mm long which is fine but the cutter portion is only 30mm compared to the Mafells 40mm. the #307's have the 40mm cutter length but are 65mm overall and stick out of the front of the DDF40. I made them work by cutting down the shank but if someone knows something I dont please let me know. The CMT's work fine but Im not a fan of cutting them down. Its a fine margin of getting them to fit behind the front of the machine and leaving enough shank to fit well.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Mafell DDF40 bits
- Thread starter afish
- Start date
Birdhunter
Member
- Joined
- Jun 16, 2012
- Messages
- 4,144
Is it cost that is driving you away from the Mafell bits?
yes and no, I tried the CMT's more as an test to see if I would like them since I am usually happy with their other items for a cost vs. performance standpoint. So, I figured why not give them a shot and ordered a pair of 5mm before I realized the the size issue. At quick glance I thought they where going to work and they do but not without modifications or limitations. I had read here before people using them but never read anything about the issues I asked about. Part of the problem too is CMT has alot of different boring bits on their website so it takes some time to search through them and thought maybe I'm just missing the correct ones. If not I wanted to let others know the problems. Its to bad since I like the performance of the CMT bits Im just not happy cutting down the shank. So, yea, Im not opposed to paying the 81.60 plus shipping for the Mafell bits but Im not excited about it either since the CMT bits are about 30 for the pair and free shipping and from what I can tell no performance loss.
If you just need some 5mm bits for drilling shelf pin holes then #306's will work they just wont give you a full 40mm depth. Im using them for a different purpose and 30mm is a little short of what I need. It was just dumb luck I ordered the 307's that have 40mm depth but are to long overall. The CMT's have longer shanks than the mafells otherwise the 307's have the same dimensions.
If you just need some 5mm bits for drilling shelf pin holes then #306's will work they just wont give you a full 40mm depth. Im using them for a different purpose and 30mm is a little short of what I need. It was just dumb luck I ordered the 307's that have 40mm depth but are to long overall. The CMT's have longer shanks than the mafells otherwise the 307's have the same dimensions.
Michael Kellough
Member
- Joined
- Jan 23, 2007
- Messages
- 7,096
[member=73094]afish[/member] what is the application that requires a hole 10 times greater in depth than diameter?
DeformedTree
Member
- Joined
- May 19, 2018
- Messages
- 1,397
Big thing for me would be if someone found a bit that actual plunges in without taking a ton of force. Its so easy to shift the machine out of position when you are trying to plunge.
Birdhunter
Member
- Joined
- Jun 16, 2012
- Messages
- 4,144
Agree with the excessive force comment. The DDF40 is an awesome machine, but I have to really lean into it unlike the Domino.
Hi birdhunter.. i have the DDF40.. and i am NOT pushing that hard. I have the original bits and have plunged into maple and oak hard woods regularly. I don't muscle the tool, rather gently guide it and allow the tool to work. I don't initiate the plunge the instant i turn on the tool, i give it a second or so. May be in lucky? The spring on some of these tools can be real strong causing additional plunge force requirement. If it's too bad, talk to David @ Timberwolf. There may be a way to ease it up a bit.
I am also looking to get extra bits. Been on the fence as the cost of the Mafell bits are insane. But i love those bits.
I am also looking to get extra bits. Been on the fence as the cost of the Mafell bits are insane. But i love those bits.
As far as the excessive force, I did notice the 8mm bits could be harder sometimes but nothing crazy. The 5mm bits seem to drill much easier. Im not sure if thats a CMT issue or just because its less bit to plunge. The biggest challenge I had was consistency since as others have pointed out there is no room for error with the dowels. So good registration/jig between the tool and material is a must. I use my DDF40 for end/edge boring primarily for cabinets. I dont use it for shelf pin holes or anything else. I dont have the space for a dedicated end boring machine so I made a Knock Down MFT style table that has 3 pneumatic clamps that slide along some 8020 I had and they clamp the material down tight to the table and 2 dual piston pneumatic clamps that plug into the MFT holes that clamp the material from the side. So I can adjust quickly between different width such as upper or lowers for example. I mounted the 8020 on some linear rails so I could do both ends of the material without flipping it but I have found that flipping it works better since I dont have enough space to work from both sides most of the time. Ah, I need more space.
Michael Kellough
Member
- Joined
- Jan 23, 2007
- Messages
- 7,096
afish said:[member=297]Michael Kellough[/member], confirmat screw = 50mm minus the material thickness usually puts me in the 32-33mm depth.
I misread earlier, 33mm/5mm is not such an extreme ratio.
Michael Kellough
Member
- Joined
- Jan 23, 2007
- Messages
- 7,096
afish said:As far as the excessive force, I did notice the 8mm bits could be harder sometimes but nothing crazy. The 5mm bits seem to drill much easier. Im not sure if thats a CMT issue or just because its less bit to plunge. The biggest challenge I had was consistency since as others have pointed out there is no room for error with the dowels. So good registration/jig between the tool and material is a must. I use my DDF40 for end/edge boring primarily for cabinets. I dont use it for shelf pin holes or anything else. I dont have the space for a dedicated end boring machine so I made a Knock Down MFT style table that has 3 pneumatic clamps that slide along some 8020 I had and they clamp the material down tight to the table and 2 dual piston pneumatic clamps that plug into the MFT holes that clamp the material from the side. So I can adjust quickly between different width such as upper or lowers for example. I mounted the 8020 on some linear rails so I could do both ends of the material without flipping it but I have found that flipping it works better since I dont have enough space to work from both sides most of the time. Ah, I need more space.
I’d like to see photos of your rig.
squall_line
Member
- Joined
- Feb 17, 2021
- Messages
- 2,924
Michael Kellough said:afish said:As far as the excessive force, I did notice the 8mm bits could be harder sometimes but nothing crazy. The 5mm bits seem to drill much easier. Im not sure if thats a CMT issue or just because its less bit to plunge. The biggest challenge I had was consistency since as others have pointed out there is no room for error with the dowels. So good registration/jig between the tool and material is a must. I use my DDF40 for end/edge boring primarily for cabinets. I dont use it for shelf pin holes or anything else. I dont have the space for a dedicated end boring machine so I made a Knock Down MFT style table that has 3 pneumatic clamps that slide along some 8020 I had and they clamp the material down tight to the table and 2 dual piston pneumatic clamps that plug into the MFT holes that clamp the material from the side. So I can adjust quickly between different width such as upper or lowers for example. I mounted the 8020 on some linear rails so I could do both ends of the material without flipping it but I have found that flipping it works better since I dont have enough space to work from both sides most of the time. Ah, I need more space.
I’d like to see photos of your rig.
Seconded. [member=73094]afish[/member], I'd love to see pictures of your shop setup over in the Workshops section if you don't have a thread over there already.
")
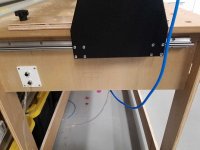
So, here she is. Its a work in progress but I think she is about good. I went through several different ideas for indexing the DDF40 and in the end I think the white indexing spacers will work the best. A keen eye will see a couple extra holes in the MFT which was my first indexing idea but the dust port limits what you can bump up to on the right side of the DDF40. The white spacers are made to butt up to the side of the DDF40 and keep everything on 32mm spacing and they fit on either the left or right of the DDF40. The shorty is more for narrow (uppers) and the longer one is wider stuff like lowers. They hang off the cylinder mounts when not in use by magnets otherwise I would lose them every 3 minutes. The Three cylinders on the 25x75mm 8020 slide back and forth so you can position them for whatever you are clamping and the others plug into the MFT they have 100mm stroke so they work well with the 96mm MFT pattern and never leave a gap.
Attachments



Michael Kellough
Member
- Joined
- Jan 23, 2007
- Messages
- 7,096
[member=73094]afish[/member] this is pretty sophisticated and I don’t understand all the features. I hope you do as squall_line suggested and start a thread for it in the Workshops section.
its really not that sophisticated. Its primary purpose is just to clamp my stock solidly AND make sure the piece is flat to the table since I register off of the bottom of the DDF40 NOT the fence. If the material isnt flat and tight to the table you wont get a flush joint if you reference off the bottom. I tried the fence but wasnt a fan and got less consistent results since its hard to hold it flat and push squarely it seemed like it wanted to rock around more using the fence . This also might be a source of frustration for those complaining about the force needed to plunge. There is 6" of MFT for the mafell to rest on and the vertical clamps make sure the stock is tight to the MFT for the flushest fit. Its much more comfortable when doing a lot of holes. From there I just hook the pin on the DDF40 for the first set of holes 15.5mm from the edge and from there I use either the long or short spacer to move along the edge. The fence on the left is always the front or edge banded side. The piece on the table was just some scrap I was testing on. The CNC drills the matching pattern on the gable and this just puts the holes for the dowels and confirmat screws for the tops/bottoms/spreaders etc. Since the confirmat needs a 5mm pilot hole it works well with the DDF40 one hole gets a 5mm dowel to locate everything and the other gets the confirmat. So each pair of 32mm holes gets a 5mm dowel and a screw. This allows easy assembly if its getting put together on site or in the shop. There are all kinds of KD fittings but so far the simple dowel for a penny each and confirmat screw at 3 cents seems like the best bang for the buck and simplest. I love those screws they are made for particle board but have yet to find something that they dont work well in, plywood/mdf/particle board/pvc they grip great and haven't split anything yet. I like cheap and simple if I can get it. I need to tidy up the pneumatic tubing it looks messy in the photo. I started with 2 vertical clamps but just added a 3rd so the tubing hasn't been fully finished yet. The photo doesn't show the pneumatic valve which is mounted at the top left of the 8020 so it is always close at hand no matter which side you are working from but as I mentioned I think its going to be easier to just flip the switch to unclamp and turn the material. If I had more room you can work from both sides and just move the 8020 back and forth without flipping the material around. The white port on the side is where you can attach an air line or vacuum line. My original idea was to have my vacuum clamps on the same table but Im rethinking that and will probably make a separate dedicated bench for those and the conturo.
Similar threads
- Replies
- 8
- Views
- 837
- Replies
- 2
- Views
- 388
- Replies
- 15
- Views
- 22K
- Replies
- 10
- Views
- 606