luvmytoolz
Member
Having recently got bitten by the laser bug, I bought an F1 from Xtool and while it's really good machine and being able to engrave logo's through the base is incredibly handy for big items, I soon hit the limitations.
One of which was metal engraving, I thought it would have been better than it was but sadly it was barely okay for engraving brass and copper, only giving a result that took a long time with a staggering amount of passes.
Engraving aluminium was better though, especially anodised, it would burn through the coating easily and give a very clear white engraved result. Light engraving on stainless steel was possible, but results were a bit faint.
So I ended up recently getting the Xtool F2 Ultra as they had a special on. The results are really good so far and as I get used to the numerous parameters available, I'm gradually cutting down the times while still getting great results.
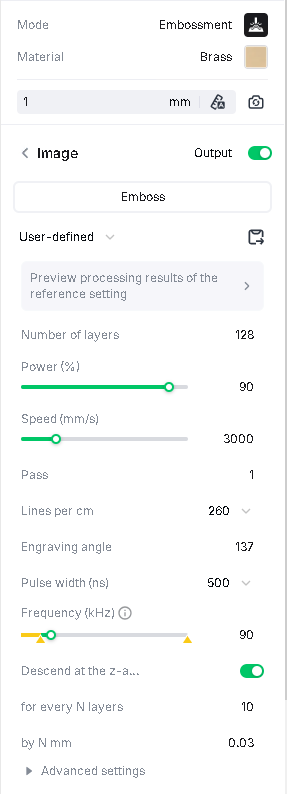
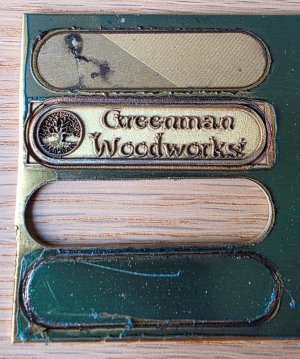
Here I've created a brass insert to go in the top of a turned box. The first lot of pics are of an 80mm x 2mm brass blank, engraved with a depth map converted from an STL I created from 2 models. Run time was around 5 hours, I'll put up the parameters if anyone's interested.
I'm very happy with the result, when brass is engraved with a fiber laser it ends up a washed out beige kind of colour that's not at all pleasant as can be seen in the first pic. In the 2nd pic I've applied some brass and copper antiquing solution, which will turn it from light brown to almost black depending on the dilution. The 3rd pic is after having buffed it with a 1500g woven pad. At this stage the results really start to stand out, but it still looks a little "flat" or lacklustre. The 4th pic is after I've buffed some Odie's oil into it. This gives a really nice tone and vastly improves the appearance, while leaving the surface dry to the touch.
One of which was metal engraving, I thought it would have been better than it was but sadly it was barely okay for engraving brass and copper, only giving a result that took a long time with a staggering amount of passes.
Engraving aluminium was better though, especially anodised, it would burn through the coating easily and give a very clear white engraved result. Light engraving on stainless steel was possible, but results were a bit faint.
So I ended up recently getting the Xtool F2 Ultra as they had a special on. The results are really good so far and as I get used to the numerous parameters available, I'm gradually cutting down the times while still getting great results.
Here I've created a brass insert to go in the top of a turned box. The first lot of pics are of an 80mm x 2mm brass blank, engraved with a depth map converted from an STL I created from 2 models. Run time was around 5 hours, I'll put up the parameters if anyone's interested.
I'm very happy with the result, when brass is engraved with a fiber laser it ends up a washed out beige kind of colour that's not at all pleasant as can be seen in the first pic. In the 2nd pic I've applied some brass and copper antiquing solution, which will turn it from light brown to almost black depending on the dilution. The 3rd pic is after having buffed it with a 1500g woven pad. At this stage the results really start to stand out, but it still looks a little "flat" or lacklustre. The 4th pic is after I've buffed some Odie's oil into it. This gives a really nice tone and vastly improves the appearance, while leaving the surface dry to the touch.








")