aretstudent
Member
- Joined
- May 31, 2013
- Messages
- 8
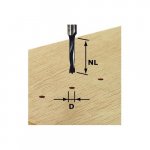
I am using a shelf pin jig and was told that it was best to use a router with a 1/4" down spiral bit. I did about six holes and started burning holes. I tried slowing down the router and speed at which I was plunging. Nothing seemed to correct the problem and I ended up burning the bit. Should I be using an up spiral bit or a drill bit? Any recommendations?