I am starting with CNC cabinetry using a mortise and tenon design with pilot holes for the cabinet boxes. Boxes are working well so far! [smile]
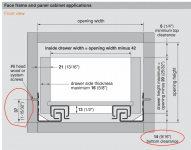
Now I would like to cut the drawers boxes and fronts on the CNC as well. Is anyone using pilot holes to get the right mounting position for the drawers fronts? I am using Tandem 563H runners mounted on 32mm system holes. So I have the exact mounting position of the drawers slides and the location of the fronts with desired reveals in CAD. Based on the tandem instructions (https://go.rockler.com/tech/Tandem-Plus-563-Installation-Instructions.pdf), the bottom edge of the drawer box should start 23 mm below the 5mm hole used to mount the slides (37mm from mounting hole to bottom of slide - 14 mm bottom clearance).
Anything I am missing here? Is anyone successfully doing that?
Now I would like to cut the drawers boxes and fronts on the CNC as well. Is anyone using pilot holes to get the right mounting position for the drawers fronts? I am using Tandem 563H runners mounted on 32mm system holes. So I have the exact mounting position of the drawers slides and the location of the fronts with desired reveals in CAD. Based on the tandem instructions (https://go.rockler.com/tech/Tandem-Plus-563-Installation-Instructions.pdf), the bottom edge of the drawer box should start 23 mm below the 5mm hole used to mount the slides (37mm from mounting hole to bottom of slide - 14 mm bottom clearance).
Anything I am missing here? Is anyone successfully doing that?