Cheese
Member
So Richard you just drill the hole, place the tap in a holder and chuck it into the impact wrench?
Any issues with breaking taps?
Any issues with breaking taps?
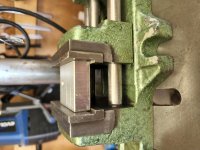
Cheese said:That Morgan's nice Richard...reminds me of the early Record 53 although the 2 tie rods look larger on the Morgan.
The last time I checked (about 4-5 years ago) on thread forming taps, the only items available were from Guhring and they cost around $50-$75 each. They needed a ton of force, a ton of speed and a ton of lubricant, not easily performed operations in a small home shop.
This new version appears to be formed using just a hand operated impact gun? Is that correct?
Who makes the taps and please share your thoughts on the process. I assume you thread formed the cold rolled?
Cheese said:So Richard you just drill the hole, place the tap in a holder and chuck it into the impact wrench?
Any issues with breaking taps?
Cheese said:So Richard you just drill the hole, place the tap in a holder and chuck it into the impact wrench?
Any issues with breaking taps?
Michael Kellough said:Cheese said:So Richard you just drill the hole, place the tap in a holder and chuck it into the impact wrench?
Any issues with breaking taps?
What kind of holder secures a square ended tap?
Michael Kellough said:What kind of holder secures a square ended tap?

Michael Kellough said:What kind of holder secures a square ended tap?
rvieceli said:[member=44099]Cheese[/member] MSC has a big selection of the thread forming taps.
Richard/RMW said:Dang! I just realized that you flipped a vise over to get the tail vise, brilliant. Thanks for sharing.
RMW
ChuckS said:The toolmaker's vise is now back in stock!https://www.leevalley.com/en-ca/sho...hes/vises/110469-toolmakers-vise?item=70G1115
At $29.50 Cdn, it's pretty much the cheapest in the market, based on my previous research. I missed it last time, and I'm getting one now.
 ...really nice. That's the last model that Will-Burt manufactured before Gaydash took over the production and tried their hand at cost cutting. [sad]
...really nice. That's the last model that Will-Burt manufactured before Gaydash took over the production and tried their hand at cost cutting. [sad]Cheese said:Nice Richard...
I really like the finish on it, is that painted? It almost looks like a hammer tone finish.