Hello,
I have a problem on a Festool OF1010 EBQ router, the axis does not turn round. I would like to know if you have already noticed this kind of problem or if it can come from my router.
It is while machining an MFT plate and its network of holes that I realized the problem. To make my MFT hole pattern as "square" as possible, I use the centering cone to position the copy ring, but despite that and a flawless jig, I still had a squareness error after a few rows of holes.
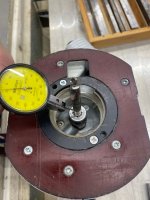
I did some "precision" measurements as I could, I share with you some pictures, basically I have a 0.3mm runout at 30mm from the collet, which means that my centering cone doesn't allow me to place the copying ring properly.
Have you ever encountered this kind of problem with your Festool routers? I hesitate between replacing my OF1010 or changing brand...
Thank you !
I have a problem on a Festool OF1010 EBQ router, the axis does not turn round. I would like to know if you have already noticed this kind of problem or if it can come from my router.
It is while machining an MFT plate and its network of holes that I realized the problem. To make my MFT hole pattern as "square" as possible, I use the centering cone to position the copy ring, but despite that and a flawless jig, I still had a squareness error after a few rows of holes.
I did some "precision" measurements as I could, I share with you some pictures, basically I have a 0.3mm runout at 30mm from the collet, which means that my centering cone doesn't allow me to place the copying ring properly.
Have you ever encountered this kind of problem with your Festool routers? I hesitate between replacing my OF1010 or changing brand...
Thank you !





")