I recently got my Parf Guide Mark II system, and I have some issues and questions.
First off, it looks like one of the Parf sticks has hole spacing that is ever-so-slightly greater than the other. The error is such that over the 960mm from hole 0 to hole 10, one stick has holes that are around 0.10-0.15mm farther apart than the other one. Has anyone else encountered this before?
My grid is 15 wide by 7 high. When using the Parf sticks to make the "starter" set of 11x7 holes, it worked out OK. Next, I extended the grid to the right by adding 4 holes to the top row and 4 holes to the bottom row. Then I tried to connect the far-right top and bottom holes by pinning one of the Parf sticks to the top-right hole and bottom-right hole. Unfortunately, the 3mm holes I drilled in the table were slightly too far apart, and the pins wouldn't seat all the way. I think this is because the 3-4-5 triangle that was used to create the grid was slightly off, resulting in a grid that wasn't quite square.
I'm concerned that with the slight error of the holes, when I try to cut a right angle, the angle could be off by an amount that will cause problems when I try to do precise work. Is that a reasonable concern? I watched Peter Parfitt's video where he found that cuts on the workbench he made had an error of about 0.03 degrees per cut, which is very good.
Incidentally, the fact that I'm encountering fit problems when the error is so small is a testament to the overall precision of the Parf Guide system.
I have a few other questions that hopefully someone here can help answer. These first two relate to how close to perpendicular the holes will be.
Here are some pictures that show the misalignment of the holes.
With the fixing pin connecting both Parf sticks at hole 0, the longer drill guide seats easily all the way into hole 1.
View attachment 1
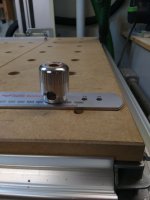
With the fixing pin still at 0, the drill guide fits tightly in hole 5. In this picture, it's tight enough that I'm able to lift both Parf sticks off the table with the friction.
View attachment 2
With the fixing pin still at 0, the drill guide won't go through both Parf sticks at hole 10.
View attachment 3
Using calipers going through both Parf sticks at hole 1, I measured a width to be 5.98mm.
View attachment 4
If I lift the calipers slightly so that it's engaging the hole in only one of the Parf sticks, the width is 6.00mm.
View attachment 5
At hole 10, going through both Parf sticks, the width is 5.86mm.
View attachment 6
At hole 10, lifting the calipers slightly so that it engages the hole in only one Parf stick, the width is 5.99mm.
View attachment 7
First off, it looks like one of the Parf sticks has hole spacing that is ever-so-slightly greater than the other. The error is such that over the 960mm from hole 0 to hole 10, one stick has holes that are around 0.10-0.15mm farther apart than the other one. Has anyone else encountered this before?
My grid is 15 wide by 7 high. When using the Parf sticks to make the "starter" set of 11x7 holes, it worked out OK. Next, I extended the grid to the right by adding 4 holes to the top row and 4 holes to the bottom row. Then I tried to connect the far-right top and bottom holes by pinning one of the Parf sticks to the top-right hole and bottom-right hole. Unfortunately, the 3mm holes I drilled in the table were slightly too far apart, and the pins wouldn't seat all the way. I think this is because the 3-4-5 triangle that was used to create the grid was slightly off, resulting in a grid that wasn't quite square.
I'm concerned that with the slight error of the holes, when I try to cut a right angle, the angle could be off by an amount that will cause problems when I try to do precise work. Is that a reasonable concern? I watched Peter Parfitt's video where he found that cuts on the workbench he made had an error of about 0.03 degrees per cut, which is very good.
Incidentally, the fact that I'm encountering fit problems when the error is so small is a testament to the overall precision of the Parf Guide system.
I have a few other questions that hopefully someone here can help answer. These first two relate to how close to perpendicular the holes will be.
- How accurate can I expect the hole spacing to be on the underside of the panel?
- For taller dogs like Super Dogs, how accurate can I expect them to be further away from the table?
- The panel I'm using is MDO, based on the recommendation of someone from this forum. Unfortunately, it's slightly bowed so that if one end is pressed all the way down, the other end will stick up probably half an inch. Is unreasonable to expect an MDO panel to be much flatter than this?
Here are some pictures that show the misalignment of the holes.
With the fixing pin connecting both Parf sticks at hole 0, the longer drill guide seats easily all the way into hole 1.
View attachment 1
With the fixing pin still at 0, the drill guide fits tightly in hole 5. In this picture, it's tight enough that I'm able to lift both Parf sticks off the table with the friction.
View attachment 2
With the fixing pin still at 0, the drill guide won't go through both Parf sticks at hole 10.
View attachment 3
Using calipers going through both Parf sticks at hole 1, I measured a width to be 5.98mm.
View attachment 4
If I lift the calipers slightly so that it's engaging the hole in only one of the Parf sticks, the width is 6.00mm.
View attachment 5
At hole 10, going through both Parf sticks, the width is 5.86mm.
View attachment 6
At hole 10, lifting the calipers slightly so that it engages the hole in only one Parf stick, the width is 5.99mm.
View attachment 7