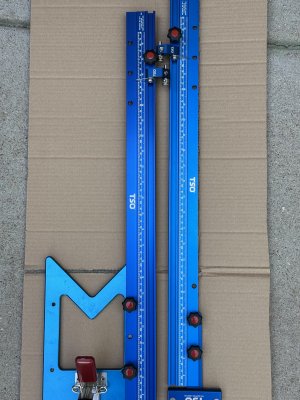
I previously acquired a TSO guide rail square a few years ago.. Most recently, I purchased their parallel guides becuase I could mount the square and I liked their ease of attachment to the guide rail. When I received the parallel guides, I noticed the color disparity immediately. I then installed my guide rail square and it is yet another color, has a teal tinge to it. The picture doesn't accurately reflect the difference in colors as well as the naked eye, but it is pretty obvious the colors are way off. I know some of you will say, "it's a tool, get to work". While I appreciate this, the perfectionist in me is bothered by the significant inconsistency. I contacted TSO and they say there is "some color variation, and they deem this acceptable". Instead of trying to resolve the issue with an exchange they informed they are sending me a return label. I have asked to exchange them for a pair that matches and have been ignored after 2 emails. I buy my tools and expect to have them for a lifetime, meaning I invest in quality. Have others seen such color variation between TSO products? BTW, I have bought more than a dozen Woodpeckers items over the years, and the red is dead on, at least to my eyes. Rant over.....
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
TSO Anodizing is very inconsistent, why?
- Thread starter MMCO
- Start date

Cheese
Member
The aluminum alloy used greatly affects the anodizing color results. In this case the rail square is probably fabricated from MIC 6 while the rails are an extrusion grade aluminum. Different alloys react differently to the anodizing dyes.
hdv
Member
I have some very different shades of blue on my TPGs. The short ones are very much darker than all my other TSO products. Doesn't affect how they perform though. Did not even try to contact TSO about it. Not worth my time.
I do have some different shades of red on my Woodpeckers stuff too. Not a problem to me either.
I do have some different shades of red on my Woodpeckers stuff too. Not a problem to me either.
Cheese
Member
Something else to consider is that anodizing will fade with exposure to sunlight and even exposure to indoor lighting. Because the rail square has been exposed to more light than the extruded rails, I would expect to see a difference in color. Maybe a minor difference or maybe a major difference it's just a function of the exposure intensity and exposure duration.
Here's an example of 2 Woodpecker rules purchased at the same time but used in different environments. The lower unit was used most of the time for many projects while the upper unit was used less often and stored in a dark basement shop rather than in a brighter garage.
Here's an example of 2 Woodpecker rules purchased at the same time but used in different environments. The lower unit was used most of the time for many projects while the upper unit was used less often and stored in a dark basement shop rather than in a brighter garage.
Attachments

usernumber1
Member
- Joined
- Aug 7, 2018
- Messages
- 429
TSO is just not a premium product
Cheese
Member
I wouldn't say that...TSO is just not a premium product
") ...I've handled and used many TSO products that were machined but not yet straight-lined or anodized and the machining on the naked aluminum was incredible. Some of the best I've ever seen.
...I've handled and used many TSO products that were machined but not yet straight-lined or anodized and the machining on the naked aluminum was incredible. Some of the best I've ever seen.Okay, so why are two parallel guides made out of the same aluminum so different in color?The aluminum alloy used greatly affects the anodizing color results. In this case the rail square is probably fabricated from MIC 6 while the rails are an extrusion grade aluminum. Different alloys react differently to the anodizing dyes.
usernumber1
Member
- Joined
- Aug 7, 2018
- Messages
- 429
I wouldn't say that...
that's not enough
The square was always a teal color from new. The parallel guides are more royal blue. Regardless, there shouldn't be this much variation in a precision tool. As I said, my woodpeckers all look the same after many years. I only work indoors but you would be hard pressed to know which items are older vs newer, based on color alone.Something else to consider is that anodizing will fade with exposure to sunlight and even exposure to indoor lighting. Because the rail square has been exposed to more light than the extruded rails, I would expect to see a difference in color. Maybe a minor difference or maybe a major difference it's just a function of the exposure intensity and exposure duration.
Here's an example of 2 Woodpecker rules purchased at the same time but used in different environments. The lower unit was used most of the time for many projects while the upper unit was used less often and stored in a dark basement shop rather than in a brighter garage.
Cheese
Member
Interestingly enough, here's a photo directly from the TSO website.The square was always a teal color from new. The parallel guides are more royal blue. Regardless, there shouldn't be this much variation in a precision tool. As I said, my woodpeckers all look the same after many years. I only work indoors but you would be hard pressed to know which items are older vs newer, based on color alone.
Attachments

Chainring
Member
IIRC, I asked about the differences when I got my 20", 30" and 50" and it was something along the lines of different batches or it may have been there's multiple places where TSO gets their stuff anodized. I don't recall, specifically
cpw
Member
They offered a refund on the newly purchased product, because you are unhappy. I think them not offering an exchange makes sense, as they know their tolerances on color are not going to meet your standards.
Packard
Member
Summarizing the longish reply: There are steps that TSO can take to minimize color shift. The cause of the color shift might not be obvious and may require some detective work to identify.
The anodizing chemistry, when fresh, achieves the deepest color.
Anodizing companies test the chemistry to determine if it is within prescribed limits. When it drops below the prescribed limits, they either replenish it or replace it. TSO can specify that tighter limits be placed on the color range, which will mean more frequent chemistry adjustments or replacements (which will mean greater expense).
Since the intensity of color does not mean that the corrosion resistance or the surface hardness is compromised, they might feel that the color range is acceptable.
Note: Anodizing is not a surface-applied finish. It is a penetrating finish that both imparts color and hardens the surface of the aluminum. The longer the aluminum remains in the solutions, the deeper the penetration and the harder the surface. Aluminum is the only metal that can be anodized (though there might be some exotic alloy that can be anodized, I have never heard of that).
As a side note, while the human eye is not particularly good at identifying colors or brightness, is is exceptionally good at color and brightness matching. It makes the job of matching colors to colors a challenge.
Also, as a side note, some environmental situations can impact the colors after processing. For example sulfur gases can impact the integrity and color of anodized finishes. Most corrugated cartons are made from recycled materials and frequently have fairly high sulfur emissions. Also note that sulfur gases are heavier than air and settle to the bottom of sealed cartons. So pieces at the top of the cartons may exhibit different colors than the pieces at the bottom of the cartons. The longer the components remain in a sealed carton, the greater the effect of the sulfur gasses.
We had the same issue with black zinc finishes, which are “photo-chromic” (impacted by exposure to light). We resolved the issue by specifying that the finisher place a large plastic bag inside each carton and pack the components inside the bag and then seal the bag prior to sealing the cartons. The issue is more pronounced in larger cartons and we used gaylords that measured 4’ x 4’ x 4’.
I would suggest that TSO try the plastic bag route first. Noting that the longer parts remain in sealed cartons the greater the effect of the sulfur gases.
The anodizing chemistry, when fresh, achieves the deepest color.
Anodizing companies test the chemistry to determine if it is within prescribed limits. When it drops below the prescribed limits, they either replenish it or replace it. TSO can specify that tighter limits be placed on the color range, which will mean more frequent chemistry adjustments or replacements (which will mean greater expense).
Since the intensity of color does not mean that the corrosion resistance or the surface hardness is compromised, they might feel that the color range is acceptable.
Note: Anodizing is not a surface-applied finish. It is a penetrating finish that both imparts color and hardens the surface of the aluminum. The longer the aluminum remains in the solutions, the deeper the penetration and the harder the surface. Aluminum is the only metal that can be anodized (though there might be some exotic alloy that can be anodized, I have never heard of that).
As a side note, while the human eye is not particularly good at identifying colors or brightness, is is exceptionally good at color and brightness matching. It makes the job of matching colors to colors a challenge.
Also, as a side note, some environmental situations can impact the colors after processing. For example sulfur gases can impact the integrity and color of anodized finishes. Most corrugated cartons are made from recycled materials and frequently have fairly high sulfur emissions. Also note that sulfur gases are heavier than air and settle to the bottom of sealed cartons. So pieces at the top of the cartons may exhibit different colors than the pieces at the bottom of the cartons. The longer the components remain in a sealed carton, the greater the effect of the sulfur gasses.
We had the same issue with black zinc finishes, which are “photo-chromic” (impacted by exposure to light). We resolved the issue by specifying that the finisher place a large plastic bag inside each carton and pack the components inside the bag and then seal the bag prior to sealing the cartons. The issue is more pronounced in larger cartons and we used gaylords that measured 4’ x 4’ x 4’.
I would suggest that TSO try the plastic bag route first. Noting that the longer parts remain in sealed cartons the greater the effect of the sulfur gases.
Last edited:
Cheese
Member
Let me add on to where Coen just ended, whether it's anodization or paint, accurately matching different batches of colored products is nigh on to impossible. Simply read the label on SW paint where hey exhort you to
Titanium can be anodized.Aluminum is the only metal that can be anodized (though there might be some exotic alloy that can be anodized, I have never heard of that).
Packard
Member
Thanks for that. I wasn’t aware.Let me add on to where Coen just ended, whether it's anodization or paint, accurately matching different batches of colored products is nigh on to impossible. Simply read the label on SW paint where hey exhort you to
Titanium can be anodized.
Cheese
Member
Specifically in the medical field where different color screws refer to different lengths. That way during surgery, instead of asking for a particular length the physician simply asks for a particular color. Easier and fewer mistakes are made.
Similar threads
- Replies
- 3
- Views
- 360
- Replies
- 17
- Views
- 486
- Replies
- 1
- Views
- 408
- Replies
- 0
- Views
- 106
- Replies
- 0
- Views
- 378