elekes.adam
Member
- Joined
- Jan 13, 2020
- Messages
- 15
Hello Folks
I am a total newbie when it comes to the MFT. However, last week I bought the LR32 kit, so I thought it would be a nice test job to make a small MFT slab for later use.
So here is my rather simple approach to make my own MultiFunction Table.
I started with a sheet of 18 mm MDF.
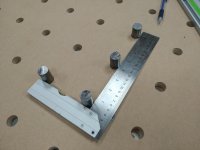
I quickly made three fresh, square-to-each-other edges.
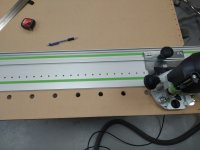
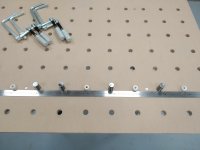
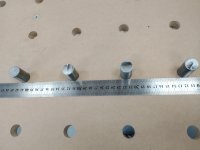
I then made a series of system holes on both longer sides using the 5mm router bit provided with the kit. These are not through holes, only about 15 mm deep.
I used the end stop accessory on the rail to ensure correct position of each adjacent row of holes.
Router bit is a cheap 20 mm bottom cleaning bit from China.
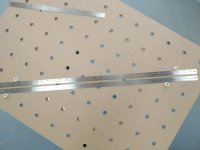
I think these images provide enough information to be clear what I have done.
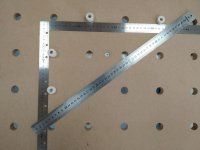
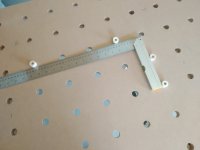
I am aware that there are possible errors in this method, but during the work I felt that it might be precise. I don't have bench dogs yet to check for squareness of rows and columns. I will update this post when I made the test.
Best regards
Adam from Hungary
I am a total newbie when it comes to the MFT. However, last week I bought the LR32 kit, so I thought it would be a nice test job to make a small MFT slab for later use.
So here is my rather simple approach to make my own MultiFunction Table.
I started with a sheet of 18 mm MDF.
I quickly made three fresh, square-to-each-other edges.
I then made a series of system holes on both longer sides using the 5mm router bit provided with the kit. These are not through holes, only about 15 mm deep.
I used the end stop accessory on the rail to ensure correct position of each adjacent row of holes.
Router bit is a cheap 20 mm bottom cleaning bit from China.
I think these images provide enough information to be clear what I have done.
I am aware that there are possible errors in this method, but during the work I felt that it might be precise. I don't have bench dogs yet to check for squareness of rows and columns. I will update this post when I made the test.
Best regards
Adam from Hungary