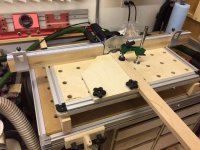
dckchk said:OK, I have now assembled and used my DF 500 mounting jig. As I suspected from my experiment with the Woodpeckers offset base, solidly bolting the DF 500 to a plate produces perfectly aligned reference surfaces. Apparently despite my best efforts to hold the business end of the tool tight to the bench-top, the back end has been dropping during the plunge.
Great looking set-up. I have had to re-do about 10% of my Domino joints due to not being able to hold the tool steady enough or from not clamping the workpiece properly. Buying an MFT helped with the clamping problem, I may build a table like this if I still have problems.