You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Tips for working with aluminum
- Thread starter Richard/RMW
- Start date
Richard/RMW
Member
- Joined
- Jul 11, 2010
- Messages
- 2,947
rvieceli said:Before anyone asks, the reason the 12 inch sanding disk won’t handle more than 4-5.5 inches or so is control. Since the disk is spinning rather quickly, rotating around the arbor. On one side of the arbor the rotation is up away from the table. On the other side it rotates into the table. The rotation away from the table wants to pull the workpiece up as well. On the other side the rotation pins the workpiece to the table and makes it easier to control the interface with the sander and the piece.
That’s why you would see big disk sanders in pattern shops because of the increased workpiece size. Not uncommon to see 20 and 30 inch disks.
I’m running two 12s one for metal and one for wood. By I rarely work with bigger pieces.
These disk sanders come up fairly frequently on Facebook marketplace, they seem to have fallen out of favor for people using the belt ones instead.
If you have the space and the extra budget, I’d suggest at least a 20 in you want work with 6-9.5 inch stuff.
Ron
Gets exciting quick if you slip across the center line...
I'd love a larger machine, even a second 12" for a different grit would be awesome. Just realized that, except for perhaps a couple routers, this is my oldest power tool.
RMW
Cheese
Member
Richard/RMW said:Gets exciting quick if you slip across the center line...
I'd love a larger machine, even a second 12" for a different grit would be awesome. Just realized that, except for perhaps a couple routers, this is my oldest power tool.
Ya it does get exciting when traveling over the center line...you have a 1"-2" overtravel and then hold on. It gets worse the larger you go because of the moment arm.
I'd also like to have the space where I could have a pair of 12" discs and a pair of 4" x 48" belt sanders. I'd keep different grits on both machines and the process would be so much faster.
Richard/RMW
Member
- Joined
- Jul 11, 2010
- Messages
- 2,947
Just a final thought on this grinder. I recalled that the original purpose of truing up the front edge was more straightforward, quick & dirty 90 & 45 degree true ups.
[attachimg=1]
Here's the finished 40mm by 100mm gage block. The import sets are great but it's nice to not need to stack up several blocks for common sizes like 1.5" & 40mm.
[attachimg=2]
RMW
[attachimg=1]
Here's the finished 40mm by 100mm gage block. The import sets are great but it's nice to not need to stack up several blocks for common sizes like 1.5" & 40mm.
[attachimg=2]
RMW
Attachments


rvieceli
Member
Richard I put a sled on mine that runs in the miter slot and has a stop that can be adjusted slightly to get it 90 degrees to the platter.
Ron
Ron
Cheese
Member
Coen said:Haha, you gotta be kidding me Festool...
In Europe they have the AGC 18-125.... so guess what; for 125mm wheels.
On FestoolUSA they have the AGC 18-115... so that is 115mm
Same machine if you ask me [big grin]
5" is ofcourse 127mm. I have no clue if you guys get 2mm less than what your wheels are sold as or that we get 2mm more
I purchased this US 576824 AGC 18-125 EB RA grinder but now realize it came with 115 mm guards. So [member=8955]Coen[/member] do the AGC 18-125 grinders in Europe come with 125 mm or 115 mm guards?
[attachimg=1]
[attachimg=2]
Attachments


Cheese
Member
Cheese said:I received 3 Scotch-Brite™ 36 grit discs today. I tried out the glass fiber backed version which has a molded in 5/8-11 screw thread. It's very nice and very solid however, it is also very aggressive. That's not a big deal for steel items that will be powder coated, but it may be an issue for stainless issues left naked or for aluminum substrates. I'd like to see this item offered in a 60-80 grit version.
[attachimg=1]
All of these discs are 36 grit, 2 with the TN designation (Tinnerman nut) and one with the molded in 5/8-11 screw threads. The differences between the discs is they are manufactured from either Aluminum Oxide or Silicon Carbide abrasives.
The non-Tinnerman nut disc was initially my favorite because there is no tangential run-out of the disc. The Tinnerman nut version produces a tangential runout because of the way it's manufactured. There is a pricing difference of 50 cents between the different styles which could be an issue if thousands of these discs were used per year...think automotive body shops.
The molded thread version is really nice, it glides along the surface and it would be my go-to disc. I plan on trying the Tinnerman nut version tomorrow and see how that goes. I expect the Tinnerman nut version to produce a weird machining pattern because of its constantly changing depth dimension. These photos may help.
In order of viewing...the fiberglass backer version with molded in 5/8"-11 threads, the TN versions which obviously have a serious offset...we'll find out how that affects the performance.
[attachimg=2]
[attachimg=3]
[attachimg=4]
I know I earlier expressed some doubt with the way these discs would function because they do not align perpendicular to the grinder shaft axis. Happy to report I could not feel any unusual vibration or notice any aberration in the grind surface patterns. This disc performed exactly like the non-Tinnerman nut version and they are about 50 cents cheaper...could be a big deal for large quantity users.
I also noticed that these 3M Scotch-Brite discs put very little heat into stainless. That was a surprise. I used them at #1 speed on an AGC which is 4500 RPM. It enhanced battery life and produced a nice clean surface with little heat.
They are also very resistant to loading up. I used them to remove PL 400 and Dow Corning Silicone applied to stainless steel. They removed the residue with no drama...easy peasy. Maybe it was the lower RPM that made the difference because the stuff didn't melt and spread itself over the entire surface.
I'm very happy with their performance, just wish they made something in higher than a 36 grit compound. Think 60-80 grit...
rvieceli
Member
[member=44099]Cheese[/member] did you get those hook and loop 3M scotchbrite disks? Had a chance to use them yet? Curious about how they perform. Thanks Ron
Cheese
Member
rvieceli said:[member=44099]Cheese[/member] did you get those hook and loop 3M scotchbrite disks? Had a chance to use them yet? Curious about how they perform. Thanks Ron
Hey Ron, I received the Scotch-Brite discs, I'm just waiting for the back-up pad to arrive. [sad] I tried placing a disc on the AGC grinder which lasted for about 5 seconds before the disc released itself and sailed under some lilac bushes. [tongue]
I'm hoping the pad arrives today, if not, I just may dig out the RAS and see how that goes just to get a feeling of the kind of finish these discs will leave. The small area that was subjected to 5 seconds of the medium disc, produced a real nice blended surface.
Cheese
Member
rvieceli said:[member=44099]Cheese[/member] did you get those hook and loop 3M scotchbrite disks? Had a chance to use them yet? Curious about how they perform. Thanks Ron
Hey Ron [member=3192]rvieceli[/member] I finally received the backing pad. Before I received the 3M backing Pad for the AGC, I tried using the Scotch-Brite™ Precision Surface Conditioning Discs on the RAS 115. Initially they held fine until the RAS was removed from the surface, at that point the RPM's increased and the discs would usually jettison themselves from the sander.
I really like the Surface Conditioning Discs as they impart a nice uniform finish to the metal. They aren't nearly as aggressive as the Scotch-Brite™ Clean & Strip discs.
The Scotch-Brite™ Clean & Strip discs work well for striping paint, coatings, adhesive or mill scale and rust. They don't load-up but they do leave a very slight surface texture. It would be best to then paint the surface (powder coating would probably be ideal) or if you want a more decorative finish, further refine the surface using the Scotch-Brite™Precision Surface Conditioning Discs.
Here's a RAS Scotch-Brite™ pad with an aluminum round placed on top and a Scotch-Brite™ Precision Surface Conditioning Disc with the same aluminum round. Quite a difference in stiffness.
[attachimg=1]
[attachimg=2]
A sample of the 5 grits available, extra course, course, medium, fine & very fine.
[attachimg=3]
Here's the 3M backing pad. It comes with 3 different sized nuts for 10 mm, 14 mm or 5/8-11 threads. The plastic piece fills in the middle of the pad if the discs have 5/8" diameter center holes.
[attachimg=4]
[attachimg=5]
Here's a comparison of the hook & loop between the 3M pad and the RAS pad...quite significant.
[attachimg=6]
[attachimg=7]
The Precision Conditioning Disc and a comparison to the Clean & Strip Disc.
[attachimg=8]
[attachimg=9]
Attachments
-
 13526 Clean & Strip 36 grit.JPG1.6 MB · Views: 815
13526 Clean & Strip 36 grit.JPG1.6 MB · Views: 815 -
 13525 Precision Surface Conditioning Med.JPG1.5 MB · Views: 826
13525 Precision Surface Conditioning Med.JPG1.5 MB · Views: 826 -
 13524 RAS Pad.JPG888.7 KB · Views: 846
13524 RAS Pad.JPG888.7 KB · Views: 846 -
 13520 3M Pad.JPG894.6 KB · Views: 894
13520 3M Pad.JPG894.6 KB · Views: 894 -
 13519.jpg1.5 MB · Views: 955
13519.jpg1.5 MB · Views: 955 -
 13518 M10_M14_5:8-11.jpg1 MB · Views: 973
13518 M10_M14_5:8-11.jpg1 MB · Views: 973 -
 13517.jpg1.7 MB · Views: 984
13517.jpg1.7 MB · Views: 984 -
 13509 Precision Surface Conditioning.JPG694.5 KB · Views: 983
13509 Precision Surface Conditioning.JPG694.5 KB · Views: 983 -
 13506 RAS Scotch-Brite.JPG638.5 KB · Views: 1,004
13506 RAS Scotch-Brite.JPG638.5 KB · Views: 1,004
rvieceli
Member
[member=44099]Cheese[/member] thanks for the info. I have tried the XT Pro disk before and just ordered another to try again. Personally I love 3M scotchbrite stuff and believe that you are just throwing money away if you buy anything other than 3M rolocs.
I’m not sure I feel the same way about the larger RA grinder disks. They cost 3-4times more than the imports I have been using but don’t last 3-4 times longer. The do last longer and do a great job but a perhaps too high a premium.
I’ll give them another shot with this new order. I really need something for heavy duty removal and thr precision disks may be too refined for my process.
Ron
I’m not sure I feel the same way about the larger RA grinder disks. They cost 3-4times more than the imports I have been using but don’t last 3-4 times longer. The do last longer and do a great job but a perhaps too high a premium.
I’ll give them another shot with this new order. I really need something for heavy duty removal and thr precision disks may be too refined for my process.
Ron
Cheese
Member
I recently ran across these two 3M White Papers on Cubitron™ II materials. Pretty interesting read... [smile] It all started as I wanted to purchase some new 6" x 48" belts and I noticed that 3M pricing ranged from $14 to $44 for the same size Cubitron belt...Why?
https://multimedia.3m.com/mws/media...performance-of-abrasive-belts-white-paper.pdf
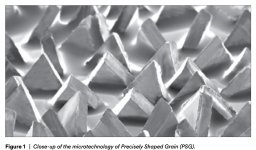
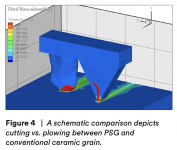
One paper gets into the differences between crushed ceramic grain materials and Precision Shaped Grain (PSG) ceramic materials and the differences in abrasive life and the amount of heat that's put into the substrate.
I do know that when using the Scotch-Brite™ Precision Surface Conditioning Discs with a PSG coating, the stainless doesn't get nearly as hot as it normally would. I'd typically work an area of the SST item and then move on to an entirely different area to allow the first area to cool down before returning to the first area to complete the job. The difference is quite noticeable.
[attachimg=1]
https://multimedia.3m.com/mws/media/1381348O/advancements-in-abrasive-grain-white-paper.pdf
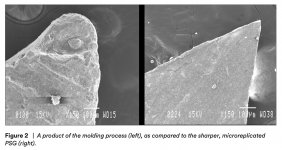
The other paper gives a history of abrasives that goes back to the use of shark skin as an abrasive material. It also gets into the difference in shapes between crushed ceramics & PSG ceramics.
[attachimg=2]
[attachimg=3]
https://multimedia.3m.com/mws/media...performance-of-abrasive-belts-white-paper.pdf
One paper gets into the differences between crushed ceramic grain materials and Precision Shaped Grain (PSG) ceramic materials and the differences in abrasive life and the amount of heat that's put into the substrate.
I do know that when using the Scotch-Brite™ Precision Surface Conditioning Discs with a PSG coating, the stainless doesn't get nearly as hot as it normally would. I'd typically work an area of the SST item and then move on to an entirely different area to allow the first area to cool down before returning to the first area to complete the job. The difference is quite noticeable.
[attachimg=1]
https://multimedia.3m.com/mws/media/1381348O/advancements-in-abrasive-grain-white-paper.pdf
The other paper gives a history of abrasives that goes back to the use of shark skin as an abrasive material. It also gets into the difference in shapes between crushed ceramics & PSG ceramics.
[attachimg=2]
[attachimg=3]
Attachments
squall_line
Member
Cheese said:I recently ran across these two 3M White Papers on Cubitron™ II materials. Pretty interesting read... [smile]
This is amazing information!
It also goes a long way towards disproving the whole "it's just marketing gibberish" theory that competitors or others may try to throw around when attempting to discredit 3M products.
Michael Kellough
Member
I was using the Festool edge sanding rig this morning. Festool Rubin was slow so I tried some Cubitron II. This stuff.
I thoroughly mark the surfaces to be sanded with a very soft graphite pencil so I know when sanding is finished and in this case when the angle of the edge sanding rig is off.
I was using 120 grit Rubin so went with 180 Cubitron knowing it is more aggressive and leaves a courser surface that al ox abrasives. It took only one pass to eliminate the pencil marks. I changed to 220 grit Cubitron and it also only needed one pass, and the surface is still courser than what the 120 grit Rubin was leaving.
I thoroughly mark the surfaces to be sanded with a very soft graphite pencil so I know when sanding is finished and in this case when the angle of the edge sanding rig is off.
I was using 120 grit Rubin so went with 180 Cubitron knowing it is more aggressive and leaves a courser surface that al ox abrasives. It took only one pass to eliminate the pencil marks. I changed to 220 grit Cubitron and it also only needed one pass, and the surface is still courser than what the 120 grit Rubin was leaving.
Cheese
Member
So, trying to understand the price difference in 3M Cubitron abrasive belts was an interesting and very educational process. A rabbit hole worth falling into. [big grin]
From one of the 3M White Papers,
"UNDERSTANDING BELT AND APPLICATION PRESSURE"
"Combining the right belt with the right application pressure is essential to reaching the optimal breakdown point of an abrasive. The wrong variable in either of these fields can lead to suboptimal results evident on the workpiece and the used belt. Using either excessive pressure or insufficient pressure during grinding can have effects on the performance of an abrasive and the materials it’s grinding."
3M varies the "bond strength" (my nomenclature, not 3M's, they just refer to belt numbers) for use with the various grinding pressures that can be attained. So a 947A belt is for low to medium pressure, 784F for medium pressure and 984F for high pressure. All the belts are coated with Cubitron™ II ceramic particles but the price point for the same sized belt goes from $14 to $24 to $44. The higher the intended pressure the higher the belt price. Non-Cubitron belts for woodworking only, which use Aluminum Oxide particles, are in the $9-$10 range.
But here's the kicker, the 6" x 48" belt used on common stationary sanders like this
[attachimg=1]
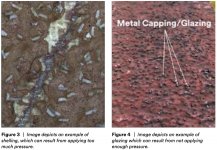
cannot, by it's design, generate a high enough pressure to breakdown the abrasive particles. 3M refers to this type of sander as "Slack of Belt Sander". Without the proper amount of pressure, the belt will glaze over and the belt life will be short lived. This is a great example of not needing to spend $44 for the most expensive...highest tech belt that 3M makes. A $14 belt for low pressure use on this style machine is actually a better choice and will give a longer life than the more expensive ones.
[attachimg=2]
None of the issues I'm talking about really apply when sanding/grinding wood substrates, for that any GOOD belt will do, but these are issues when grinding metals, stone, ceramics or glass.
Here's a material chart and a belt selection chart. They go hand-in-hand with this brochure in identifying the various belts needed for various pieces of equipment.
https://multimedia.3m.com/mws/media...ducts-for-metalworking-catalog-hi-res-pdf.pdf
[attachimg=3]
[attachimg=4]
From one of the 3M White Papers,
"UNDERSTANDING BELT AND APPLICATION PRESSURE"
"Combining the right belt with the right application pressure is essential to reaching the optimal breakdown point of an abrasive. The wrong variable in either of these fields can lead to suboptimal results evident on the workpiece and the used belt. Using either excessive pressure or insufficient pressure during grinding can have effects on the performance of an abrasive and the materials it’s grinding."
3M varies the "bond strength" (my nomenclature, not 3M's, they just refer to belt numbers) for use with the various grinding pressures that can be attained. So a 947A belt is for low to medium pressure, 784F for medium pressure and 984F for high pressure. All the belts are coated with Cubitron™ II ceramic particles but the price point for the same sized belt goes from $14 to $24 to $44. The higher the intended pressure the higher the belt price. Non-Cubitron belts for woodworking only, which use Aluminum Oxide particles, are in the $9-$10 range.
But here's the kicker, the 6" x 48" belt used on common stationary sanders like this
[attachimg=1]
cannot, by it's design, generate a high enough pressure to breakdown the abrasive particles. 3M refers to this type of sander as "Slack of Belt Sander". Without the proper amount of pressure, the belt will glaze over and the belt life will be short lived. This is a great example of not needing to spend $44 for the most expensive...highest tech belt that 3M makes. A $14 belt for low pressure use on this style machine is actually a better choice and will give a longer life than the more expensive ones.
[attachimg=2]
None of the issues I'm talking about really apply when sanding/grinding wood substrates, for that any GOOD belt will do, but these are issues when grinding metals, stone, ceramics or glass.
Here's a material chart and a belt selection chart. They go hand-in-hand with this brochure in identifying the various belts needed for various pieces of equipment.
https://multimedia.3m.com/mws/media...ducts-for-metalworking-catalog-hi-res-pdf.pdf
[attachimg=3]
[attachimg=4]
Attachments



Mini Me
Member
I note the belt speed specification in one of the tables and wonder how many variable speed linishers are sold to the hobbyist sector of the market. I made my own machine which has speed control but I doubt many others have speed control and like myself even know of its importance. A rabbit hole indeed and thanks for your efforts in the rabbit hole.
Richard/RMW
Member
- Joined
- Jul 11, 2010
- Messages
- 2,947
[member=44099]Cheese[/member] you sidetracked my usual habit of scanning mostly through a post then dashing off a half-baked comment and moving on. I actually had to read the info you referenced and I'm still not certain I understand which belt to use for AL. I did get far enough into the maze to figure out that 3M doesn't make 12" Cubitron disks, which brought me to a temporary halt. I need to delve back through it again. Thanks for providing the context.
I'm down to my last couple of disks and the one on the machine is ready to be replaced. They use a particularly nasty PSA that necessitates scraping off the disk surface and scrubbing it with lacquer thinner, it's enough of a PITA that I'll run a disk well beyond the point it should be replaced.
RMW
I'm down to my last couple of disks and the one on the machine is ready to be replaced. They use a particularly nasty PSA that necessitates scraping off the disk surface and scrubbing it with lacquer thinner, it's enough of a PITA that I'll run a disk well beyond the point it should be replaced.
RMW
Cheese
Member
Richard/RMW said:I'm down to my last couple of disks and the one on the machine is ready to be replaced. They use a particularly nasty PSA that necessitates scraping off the disk surface and scrubbing it with lacquer thinner, it's enough of a PITA that I'll run a disk well beyond the point it should be replaced.
I hear you, I've had just the opposite problem, The previously purchased non 3M 12" sanding discs were initially slightly cupped and thus, after some time, prematurely released themselves from the platen sanding surface. This meant that every time I used the sander, I would have to push the cupped sanding disc to the platten or risk that the sanding disc would destroy itself once it was turned on. What a nuisance.
Actually 3M does offer large discs up to 36" in diameter which makes sense as Baldor, Baileigh & Kalamazoo offer large disc stationary
grinders. I've recently ordered and received 12" sanding discs and will get back to you with the grits and the part numbers. It's confusing as the number of sanding products that 3M offers is incredible and difficult if not impossible to track. Add in the the fact that you want to purchase a single item rather than a box of 12 each and the purchasing task is daunting.
Richard/RMW
Member
- Joined
- Jul 11, 2010
- Messages
- 2,947
Needed to lop off the heads of some old dogs (they refused to learn new tricks...) and the grinder jig came in handy again. The beheading:
[attachimg=1]
The 20mm section was 18mm under the head, after the bandsaw cut the target was 16mm finished length. The little angle is 1.5", so the setup used a 1.5" gage block + 16mm gage block: (It's the last rodeo for this disk)
[attachimg=2]
[attachimg=3]
I'm still a little surprised at how easy & accurate this jig is, the results were bang on 16mm fresh off the sander, ready for lapping on the surface plate.
[attachimg=4]
Finished dogs with a M8 countersink.
[attachimg=5]
Lots more aluminum chips were flying around the shop yesterday, but that's another story. I did take the plunge and replace the disk; I wish I could figure out where I got these as they have lasted really well.
[attachimg=6]
RMW
EDIT: after a little sleuthing I did manage to find the same sanding disks.
[attachimg=7]
Now all I have to do is justify another $45 in abrasives I "need" to reach the free shipping level, and I'll have a lifetime supply of disks/addition to the estate sale inventory. Or find a similar USA made zirconia disk and see if they hold up as well. I'm inclined to go with the proven alternative.
[member=3192]rvieceli[/member] another "buying supplies" quandary.
RMW
[attachimg=1]
The 20mm section was 18mm under the head, after the bandsaw cut the target was 16mm finished length. The little angle is 1.5", so the setup used a 1.5" gage block + 16mm gage block: (It's the last rodeo for this disk)
[attachimg=2]
[attachimg=3]
I'm still a little surprised at how easy & accurate this jig is, the results were bang on 16mm fresh off the sander, ready for lapping on the surface plate.
[attachimg=4]
Finished dogs with a M8 countersink.
[attachimg=5]
Lots more aluminum chips were flying around the shop yesterday, but that's another story. I did take the plunge and replace the disk; I wish I could figure out where I got these as they have lasted really well.
[attachimg=6]
RMW
EDIT: after a little sleuthing I did manage to find the same sanding disks.
[attachimg=7]
Now all I have to do is justify another $45 in abrasives I "need" to reach the free shipping level, and I'll have a lifetime supply of disks/addition to the estate sale inventory. Or find a similar USA made zirconia disk and see if they hold up as well. I'm inclined to go with the proven alternative.
[member=3192]rvieceli[/member] another "buying supplies" quandary.
RMW






