OK, finally broke the code. Here's the result:

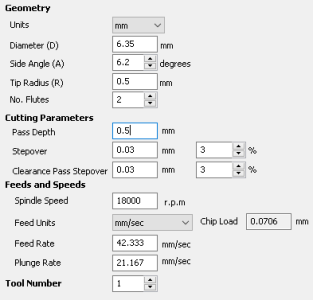
Backing up, here's the plug design:

It's got 1º side walls, rounded corners 6mm below the surface, and chamfered edges at the bottom for excess glue.
Here's what it look like after milling and chiseling the corners:

The mortise is from a template in the same Fusion file, cut using a guide bushing and ¼" spiral upcut bit.
A trial fit:

You can see a prior failed attempt above it.
Glued in and leveled:

And if you look closely, especially at the bottom edge, you can see some tear out in the slab (cherry) from the upcut bit. For the real one, I'll at least do a couple passes with a down cut bit first.
The first photo shows the finished "joint." There is no filler here - just sanded everything down enough to remove most of the mortise tear-out, then a slap of Odie's that hasn't yet dried for the photo.
The plug is designed to fit in a 17mm deep mortise, but has 2mm of additional thickness above that. I cut the mortise to a 17.5mm depth (abouts) so there's some room to force it in deeper, hopefully slightly crushing some fibers for a tight fit at the top.
And hopefully with the Fusion 360 file using Parameters, I can easily dial in bowtie length, outside width, and "angle" of sides to the short ends/edges. This one is 82mm long, 29mm wide, and 79º - matching a similar bowtie on a genuine Nakashima table I inherited.
I saw a video by Katz-Moses, made some years ago, where he did a nice design change having the boxties ends not parallel to each other, but he also cut the mortises by hand and used a lot of sawdust filler.







")