You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Festool CSC SYS 50 Tablesaw
- Thread starter Hale1960
- Start date
More about my sliding table issue:
1. I got contacted by Festool
I replied to a survey where I stated that I wasn't happy with the quality control of the sliding table because I have a 0.3 mm concavity on the middle of the sliding table.
I got contacted by customer support and they offered to take my machine back for repair, stating their tolerance threshold to be at 0.3 mm maximum.
I detailed the issue with pictures, and explained that I fixed the issue myself using tape to fill concavity.
View attachment 1
View attachment 2
2. I sent back my machine for fixing
3. They didn't fix anything
They didn't replace the sliding table but somehow swapped linear rails and other parts below the table and removed my tape.
I received my machine in the exact same shape, minor the tape...
At that point, I explained the issue again and they offered to switch the machine entirely.
I asked to to check the sliding table first and they confirmed that this one was perfect.
4. I got a worse replacement machine
Well, I received a new machine this morning and this one is actually WORSE than the one I have since the beginning, with a 0.4 gap in the sliding table. It seems fair to assume that nobody checked it before shipping.
View attachment 3
5. Their final offer
I replied to the customer support with the above picture, and they said this machine is actually not meant to be a high precision machine.
They offered 3 solutions:
6. In brief
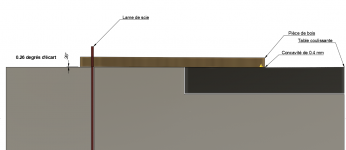
For future buyers, a 0.4mm concavity means that depending on the size of the piece of wood you are cutting, you'll get up to ~ 0.3 deg of angle deviation. So if you are interested in kumiko, boxes or anything precise (which you could expect from a 1.7K$ machine advertised as an accurate tool where you can set the blade angle with 0.1 deg increments), think twice.
View attachment 4
Personally, I'm undecided about what I'll do with this machine, but I will definitely NOT buy another Festool product in the future nor recommend it to friends. It is not rocket science to mill an aluminum profile so you end up with a relatively flat surface... heck my Metabo jointer as a much larger surface flat just fine...
1. I got contacted by Festool
I replied to a survey where I stated that I wasn't happy with the quality control of the sliding table because I have a 0.3 mm concavity on the middle of the sliding table.
I got contacted by customer support and they offered to take my machine back for repair, stating their tolerance threshold to be at 0.3 mm maximum.
I detailed the issue with pictures, and explained that I fixed the issue myself using tape to fill concavity.
View attachment 1
View attachment 2
2. I sent back my machine for fixing
3. They didn't fix anything
They didn't replace the sliding table but somehow swapped linear rails and other parts below the table and removed my tape.
I received my machine in the exact same shape, minor the tape...
At that point, I explained the issue again and they offered to switch the machine entirely.
I asked to to check the sliding table first and they confirmed that this one was perfect.
4. I got a worse replacement machine
Well, I received a new machine this morning and this one is actually WORSE than the one I have since the beginning, with a 0.4 gap in the sliding table. It seems fair to assume that nobody checked it before shipping.
View attachment 3
5. Their final offer
I replied to the customer support with the above picture, and they said this machine is actually not meant to be a high precision machine.
They offered 3 solutions:
- I keep the machine with the lowest tolerance among the two I have at hand
- Or, I get a refund
- Or, we could try finding another machine with a better tolerance, but without guarantee -- I'm not sure I got this one right, because of their translation to french
6. In brief
For future buyers, a 0.4mm concavity means that depending on the size of the piece of wood you are cutting, you'll get up to ~ 0.3 deg of angle deviation. So if you are interested in kumiko, boxes or anything precise (which you could expect from a 1.7K$ machine advertised as an accurate tool where you can set the blade angle with 0.1 deg increments), think twice.
View attachment 4
Personally, I'm undecided about what I'll do with this machine, but I will definitely NOT buy another Festool product in the future nor recommend it to friends. It is not rocket science to mill an aluminum profile so you end up with a relatively flat surface... heck my Metabo jointer as a much larger surface flat just fine...
Attachments



woodferret
Member
Since you don't seem to have a in-person dealer near there, I'd just refund it and walk away. The CSC SYS 50 and Kapex are both machines you need to verify in-person that it's flat. Just a note that the Sawstop (also TTS) I was looking at in the same store also had a pretty pronounced wobble to the top, especially around cutout holes. No table saw in this range is going to be milled.
That said, Festool/TTS does ocassionally mill stuff where it's critical - like the Domino series and I think the routers. I'd beware of newer products from Festool though, as the engineers are new and aren't as sticklers for German engineering as their older generation. These seem to be more 'product' oriented, for better or worse.
That said, Festool/TTS does ocassionally mill stuff where it's critical - like the Domino series and I think the routers. I'd beware of newer products from Festool though, as the engineers are new and aren't as sticklers for German engineering as their older generation. These seem to be more 'product' oriented, for better or worse.
justin_248
Member
- Joined
- Jan 1, 2023
- Messages
- 20
I don't own a CSC SYS 50, however I'm a bit confused by this thread and wanted to add some context by making comparisons to other portable saws.
.011" is extremely good for an aluminum extrusion on a portable table saw. For comparison, here is the flatness measured on various portable table saws that I've compiled over the years. Most of these numbers I got from this review and this review.
Skil TS6307-00 - .031"
Grizzly G0869 - .030" tolerance (according to Grizzly's customer service)
Delta 36-6023 - .015” to .032” max
Metabo-HPT C10RJS - .009” to .022” max
Dewalt DWE7491RS - .022” to .029”
Skilsaw SPT99-12 - .0325” to .09”
Oliver 10010 - about .015”
Milwaukee 2736-20 - .013" to .026"
Metabo C3610DRJ - .011" to .018"
FLEX FX7211 - .008" to .012"
DEWALT DCS7485B - .011" to .017"
Bosch GTS18V-08 - .004" to .011"
If anything, you lucked out, because the CSC SYS 50 review sample that Toolboxbuzz received had a flatness that ranged from .007" to .023".
Also, the slider on the machine likely will introduce a slight deviation to your cuts simply because it's raised higher than the rest of the table, by design.
Unfortunately, I think this is simply the nature of portable table saws. I can understand folks being upset that every aspect of the saw is not perfect for the price, but it's unlikely you're going to get much better from anybody else. At least Festool is claiming they want to hold tolerances within .3 mm, which is much better than what most manufacturers can claim. I bet most have a tolerance of around .75 to 1 mm.
For kumiko and small boxes, why would you not use a sled for the rough cutting and then do the final preparation of the pieces with hand tools, particularly a chisel, block plane, and a hand saw? Johnny Tromboukis on YouTube has an entire channel dedicated to doing kumiko and selling kumiko jigs, and he uses a Sawstop contractor saw with steel wings, which are literally designed not to be very flat.
Sawstop stationary cast iron table saws, which are well known for having exceptional tolerances, are designed with tolerances of .010" (.254 mm) measured diagonally across the top.
.011" is extremely good for an aluminum extrusion on a portable table saw. For comparison, here is the flatness measured on various portable table saws that I've compiled over the years. Most of these numbers I got from this review and this review.
Skil TS6307-00 - .031"
Grizzly G0869 - .030" tolerance (according to Grizzly's customer service)
Delta 36-6023 - .015” to .032” max
Metabo-HPT C10RJS - .009” to .022” max
Dewalt DWE7491RS - .022” to .029”
Skilsaw SPT99-12 - .0325” to .09”
Oliver 10010 - about .015”
Milwaukee 2736-20 - .013" to .026"
Metabo C3610DRJ - .011" to .018"
FLEX FX7211 - .008" to .012"
DEWALT DCS7485B - .011" to .017"
Bosch GTS18V-08 - .004" to .011"
If anything, you lucked out, because the CSC SYS 50 review sample that Toolboxbuzz received had a flatness that ranged from .007" to .023".
Also, the slider on the machine likely will introduce a slight deviation to your cuts simply because it's raised higher than the rest of the table, by design.
Unfortunately, I think this is simply the nature of portable table saws. I can understand folks being upset that every aspect of the saw is not perfect for the price, but it's unlikely you're going to get much better from anybody else. At least Festool is claiming they want to hold tolerances within .3 mm, which is much better than what most manufacturers can claim. I bet most have a tolerance of around .75 to 1 mm.
For kumiko and small boxes, why would you not use a sled for the rough cutting and then do the final preparation of the pieces with hand tools, particularly a chisel, block plane, and a hand saw? Johnny Tromboukis on YouTube has an entire channel dedicated to doing kumiko and selling kumiko jigs, and he uses a Sawstop contractor saw with steel wings, which are literally designed not to be very flat.
Sawstop stationary cast iron table saws, which are well known for having exceptional tolerances, are designed with tolerances of .010" (.254 mm) measured diagonally across the top.
woodferret said:That said, Festool/TTS does ocassionally mill stuff where it's critical - like the Domino series and I think the routers. I'd beware of newer products from Festool though, as the engineers are new and aren't as sticklers for German engineering as their older generation.
That is a bold statement. Do you have a legitimate source for this statement and not just hearsay? Assuming you went to Germany and were granted access to their headquarters, you would never be handed an employee list with occupations, ages and experience levels and no company anywhere would willingly provide this information. Maybe a tour is possible, but highly unlikely you would be cruising through their office space making note of these things. All that assumes all engineers are located in the same building.
Taking it a step further you have no idea about their budgeting and acceptable cost points for tools. They are the only ones that know that.
woodferret
Member
Best guess with the available information on CEO change since 2021. Maybe I'm jaded from culture changes that always accompany that, but the lineup also started skewing towards refits of other people's tools vs buying said companies and their expertise in house. The move towards brushless and cordless also is a big change, much like ICE cars vs EVs are very different despite looking the same. In that industry, you can have a consumer electronics company successfully make a 'car'. Engineers are smart, but not interchangeable when fundamental technology shifts from under them.
As for milling vs stamping/fab issue, it's just more expensive. I personally avoid it as much as I can too unless I need the precision. You can work around it in most cases.... and that brings us to the CSC which in some parts, is designed to adjust around tolerance issues, but for some unfathomable reason, the engineering design treats the sled top as flat. I see their extrusion expert didn't make that assumption and bent over backwards trying to bias the curvature - but the assembly engineers lost the memo that such things are never flat. From my perspective, it's either incompetence or management overruled them on tolerance in order to reduce scrap rate. A respected senior engineer in a good culture would/could/and have made the case - as in going through the trouble of switching to end mill a reference shoulder on the DF500 while they had it on there for a face op.
Am I 100% certain of all this? No. But it quacks like a duck. So it's probably a witch.
As for milling vs stamping/fab issue, it's just more expensive. I personally avoid it as much as I can too unless I need the precision. You can work around it in most cases.... and that brings us to the CSC which in some parts, is designed to adjust around tolerance issues, but for some unfathomable reason, the engineering design treats the sled top as flat. I see their extrusion expert didn't make that assumption and bent over backwards trying to bias the curvature - but the assembly engineers lost the memo that such things are never flat. From my perspective, it's either incompetence or management overruled them on tolerance in order to reduce scrap rate. A respected senior engineer in a good culture would/could/and have made the case - as in going through the trouble of switching to end mill a reference shoulder on the DF500 while they had it on there for a face op.
Am I 100% certain of all this? No. But it quacks like a duck. So it's probably a witch.
Steve Brooker
Member
- Joined
- Jan 23, 2025
- Messages
- 3
I found that you can store the bow featherboard inside the systainer in this position
[attachimg=1]
Also, critically, do not attempt to attach the bow featherboard in the mitre channel as shown in many photos earlier in this thread (and my photo above) as you will cause significant damage to the channel. To use the bow featherboard on this saw (and it can be used very successfully) you have to discard both of the plastic mitre guides that come with the featherboard which are designed to slide smoothly in two different sizes of mitre channel, neither of which corresponds with the non standard mitre channel width on this saw, and slide the small metal tab on the featherboard into the clamp channel where it can be screwed firmly down without damaging the saw.
[attachimg=1]
Also, critically, do not attempt to attach the bow featherboard in the mitre channel as shown in many photos earlier in this thread (and my photo above) as you will cause significant damage to the channel. To use the bow featherboard on this saw (and it can be used very successfully) you have to discard both of the plastic mitre guides that come with the featherboard which are designed to slide smoothly in two different sizes of mitre channel, neither of which corresponds with the non standard mitre channel width on this saw, and slide the small metal tab on the featherboard into the clamp channel where it can be screwed firmly down without damaging the saw.
Attachments

ElectricFeet
Member
- Joined
- Feb 4, 2017
- Messages
- 303
No one but Festool employees could shed any light on this opinion.woodferret said:Am I 100% certain of all this? No.
To be fair, you list uncertain negatives, but there are a whole load of uncertain positives that are could be at play “these days” too. So — to continue the armchair speculation — one could speculate that the acquisition and spread of engineering know-how is accelerating faster than ever before. Or that the ability to very precisely manufacture objects is becoming cheaper and cheaper and at scale. Or that material sciences allow us to use materials that we couldn’t have dreamed of just a generation ago. Etc. etc. You get the idea. All to say that there are lots of reasons why things can also be way better, not worse.
That doesn’t excuse, nor explain, the tolerances in the sliding table.
Personally, after messing around under the sliding table fixing the lateral slope, I’m happy enough with it. Indeed, if I were a god for the day, before fixing the sliding table, I would fix the main table to be dead flat first. I can work around the sliding table.
Oh and swappable inserts for zero-clearance.
BTW, if anyone has the latest Evolution saw with the sliding table, I’d be interested in what the tolerances are on it.
kevinansfield
Member
- Joined
- Jun 8, 2024
- Messages
- 1
Just got around to checking the dip on mine now that I've got a feeler gauge. 0.53mm at the front centre, increasing to 0.55mm at the rear centre [eek]
Would certainly explain some of the less than great results I've seen on smaller cross cuts, even after needing to shim to fix the table tilt. Warranty expires Mar 2027, is it worth contacting Festool or will I just get fobbed off with "it's a job site saw" and be better off using some shim tape to build up the dip?
Would certainly explain some of the less than great results I've seen on smaller cross cuts, even after needing to shim to fix the table tilt. Warranty expires Mar 2027, is it worth contacting Festool or will I just get fobbed off with "it's a job site saw" and be better off using some shim tape to build up the dip?
kevinansfield
Member
- Joined
- Jun 8, 2024
- Messages
- 1
Yohann said:0.5mm is crazy, this is a 1700+ EUR machine ffs.
That's certainly been my biggest frustration. For the price I was expecting similar quality for the table to saws that are a couple of steps up from basic job site saws but in a smaller more limited form factor, instead it feels more like cheap job site saw quality with some added bells and whistles and still in a smaller more limited form factor.
If I wasn't so pushed for space it would have been an instant return. Even my mitre gauge detent isn't quite 90º meaning I still need to square it off of the blade each time it's unpacked from the container, and it's stamped so there's no way to calibrate it. Too many compromises and proprietary setups that mean you can't work around them or extend with any readily available higher quality 3rd party components like you can with standard job site saws.
If there was a similar saw that wasn't quite so compromised in order to fit inside a systainer then I'd be all over it.
ElectricFeet
Member
- Joined
- Feb 4, 2017
- Messages
- 303
There are two bolts at either end of the arc that attach the plastic to the metal. There’s a circular area of raised plastic under them and my bolt heads are slightly eccentric to the raised plastic. I had always assumed that these bolts were for calibration and that they had been calibrated at the factory.kevinansfield said:Even my mitre gauge detent isn't quite 90º meaning I still need to square it off of the blade each time it's unpacked from the container, and it's stamped so there's no way to calibrate it.
As my mitre is bang-on 90°, I don’t want to loosen my bolts. You could try loosening yours and seeing if you could fix it, given that you have nothing to lose.
I agree that these are compromises, and there are several more, glaring ones. But it always comes back to the form factor. Other saws this small yet this capable are way — way — less precise.
I speak as a former Proxxon FET saw owner. That was a absolute nightmare. Granted, it’s 1/4 of the price, but has 50x the defects.
ElectricFeet
Member
- Joined
- Feb 4, 2017
- Messages
- 303
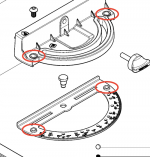
[member=81934]kevinansfield[/member] In fact, I just checked out EKAT and to me they look like slotted holes bolted on to circular ones. (Am I imagining this?) That should give you the calibration you need.ElectricFeet said:There are two bolts at either end of the arc that attach the plastic to the metal …kevinansfield said:Even my mitre gauge detent isn't quite 90º meaning I still need to square it off of the blade each time it's unpacked from the container, and it's stamped so there's no way to calibrate it.
View attachment 1
Attachments
kevinansfield
Member
- Joined
- Jun 8, 2024
- Messages
- 1
ElectricFeet said:[member=81934]kevinansfield[/member] In fact, I just checked out EKAT and to me they look like slotted holes bolted on to circular ones. (Am I imagining this?) That should give you the calibration you need.
View attachment 1
Aha! Thank you, you're right there's some play there once undone that allows for adjustment. I think when I looked previously I stupidly had the mitre locked down in it's detent meaning there was no play and I saw the stamped detents on the back and assumed it was just the way it was.
One problem fixed at least. Still waiting to hear from Festool about the table itself.
ElectricFeet
Member
- Joined
- Feb 4, 2017
- Messages
- 303
Oh that’s good to know.kevinansfield said:One problem fixed at least. Still waiting to hear from Festool about the table itself.
I fear that the table issues will never be resolved for hyper-precision. A sled fixed to the table would be the only way to nail that one down, I think.
Similar threads
- Replies
- 6
- Views
- 1K
- Replies
- 15
- Views
- 585