mobdoctor37
Member
- Joined
- Aug 4, 2020
- Messages
- 2
Question from a novice:
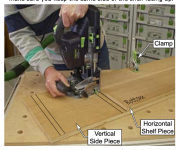
I just got a DF 700 and I'm trying to figure out how to register the position of mortices when plunging the joiner to make carcase butt joints. In the supplemental user manual there is a guide for making the carcase butt joint by clamping the shelf to the vertical workpiece on a flat surface, rotating the fence 90 degrees to cut mortices for the shelf and rotating the fence back to cut mortices for the vertical piece at the same time. The registration with the pins is simple to understand -- what I am confused by is how to register the position of the mortice when plunging the joiner downward. The only workaround solution I've found is to cut a 7.5mm spacer that accounts for half of the 15mm distance between the edge of the fence and the center of the mortice. It feels like I'm missing something. Please help!
I just got a DF 700 and I'm trying to figure out how to register the position of mortices when plunging the joiner to make carcase butt joints. In the supplemental user manual there is a guide for making the carcase butt joint by clamping the shelf to the vertical workpiece on a flat surface, rotating the fence 90 degrees to cut mortices for the shelf and rotating the fence back to cut mortices for the vertical piece at the same time. The registration with the pins is simple to understand -- what I am confused by is how to register the position of the mortice when plunging the joiner downward. The only workaround solution I've found is to cut a 7.5mm spacer that accounts for half of the 15mm distance between the edge of the fence and the center of the mortice. It feels like I'm missing something. Please help!