Overtime
Member
- Joined
- Jan 25, 2007
- Messages
- 265
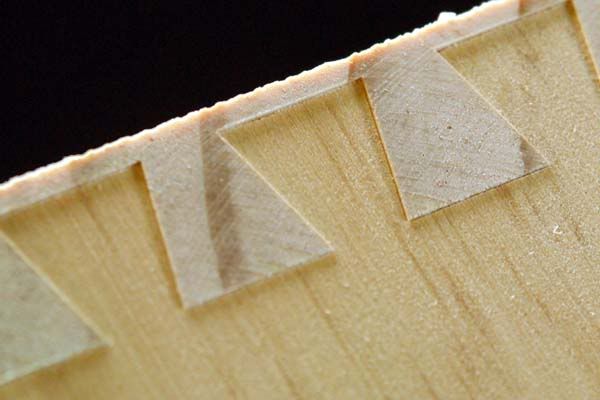
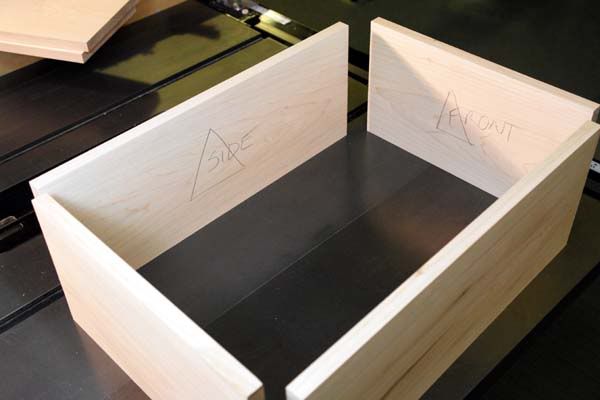
Let's make some Half Blind Dovetail drawers using some Festools along with a bunch of other fine woodshop machines and tools.
I'm making 6 drawers for two small cabinet base units.
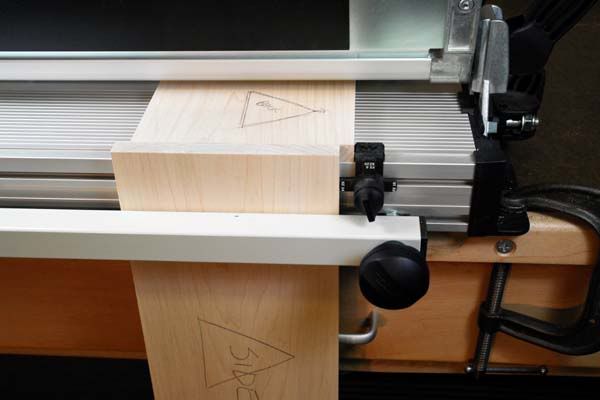
Wood - American Soft Maple - drawer boxes
1/4" baltic birch ply - drawer bottoms
3/4" furniture grade ply - false fronts (drawer face) full overlay
Hardware - Blum
Cabinet type - Frameless 32mm (euro)

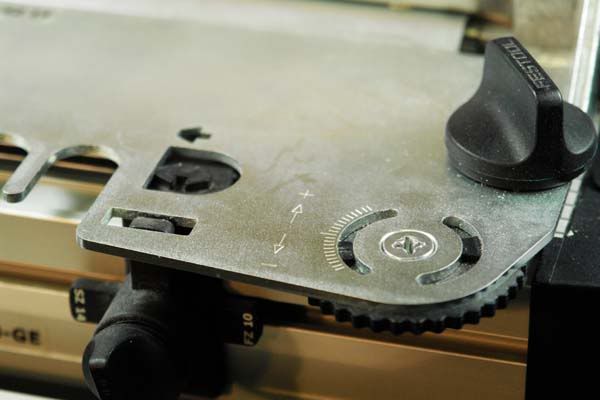
I will be using Festool's VS 600 Joining System and the OF 1010 to rout the dovetails.
Also featuring a combination of the metric and inch measuring systems ;D and 32mm system - LR 32
I'll cover the set up and use of the VS 600 using the SZ 14 template.
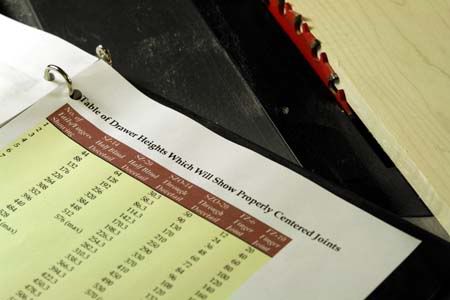
And we'll get a look at Blum's drawer hardware and drawer specs for installation.
I'm making 6 drawers for two small cabinet base units.
Wood - American Soft Maple - drawer boxes
1/4" baltic birch ply - drawer bottoms
3/4" furniture grade ply - false fronts (drawer face) full overlay
Hardware - Blum
Cabinet type - Frameless 32mm (euro)
I will be using Festool's VS 600 Joining System and the OF 1010 to rout the dovetails.
Also featuring a combination of the metric and inch measuring systems ;D and 32mm system - LR 32
I'll cover the set up and use of the VS 600 using the SZ 14 template.
And we'll get a look at Blum's drawer hardware and drawer specs for installation.



")