Birdhunter
Member
- Joined
- Jun 16, 2012
- Messages
- 4,108
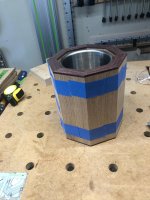
I'm trying to get set up to make a series if 8 sided cylinders each to hold a wine chiller. The sides are 3/4" thick, 8" high, and about 3.5" across.
Ive done 2 prototypes and one "real" version. My problem is getting the bevel angle perfect to eliminate and gaps. I use an electronic angle gauge to set the SawStop blade at 22.5 degrees. Of course, any error is multiple 8 times.
I will end up building 8-10 of these items as Christmas presents.
Anyone with a solution?
Ive done 2 prototypes and one "real" version. My problem is getting the bevel angle perfect to eliminate and gaps. I use an electronic angle gauge to set the SawStop blade at 22.5 degrees. Of course, any error is multiple 8 times.
I will end up building 8-10 of these items as Christmas presents.
Anyone with a solution?