Cheese
Member
- Joined
- Jan 16, 2015
- Messages
- 12,503
I have a work bench extension table that's made from 40 series 80/20. I'm also in the process of refinishing a Simpson full view exterior door that I need to enlarge the hinge mortises on. I decided the hinge mortising would be easiest to perform at waist level using the MFS.
Thus, to enable the door to be secured to the table horizontally, on its edge, I needed to remove 2 of the 80/20 legs and route in clearance slots to receive both Festool Quick clamps and a couple of 5/16-18 carriage bolts on "L" handles that attach some angle supports to hold the door.
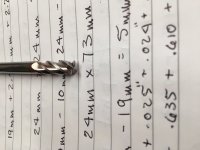
I decided to use a 1/4" diameter, 4-flute carbide end mill with a 10.8 mm router bushing on the 1010 router. This combination gave me an offset of 2.2 mm per side.
The Festool clamp leg measures .470" wide by 3.750" long. I converted these numbers to metric and then added the offset of 2.2 mm to each side.
Thus the Festool clamps need a clearance slot 16.5 mm wide by 100 mm long. However, because the 4-flute bit is not a plunge bit, I wanted the MFS to overhang the front of the 80/20 by 10 mm. So I added another 10 mm to the length dimension.
I set the MFS to 16.5 mm x 110 mm and I set the speed of the router to 3.
The 4-flute carbide end mill
[attachimg=1]
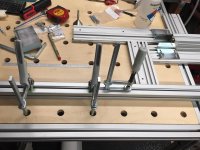
The basic setup showing clamping methods and the MFS assembled and upside down.
[attachimg=2]
[attachimg=3]
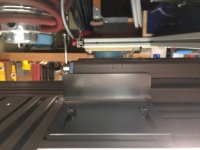
The MFS is placed over the 80/20 and clamped in place. Notice that it overhangs the 80/20 by 10 mm so that there is clearance for the end mill.
[attachimg=4]
This is the finished clearance slot and the next photo shows the Festool clamp installed.
[attachimg=5]
[attachimg=6]
Thus, to enable the door to be secured to the table horizontally, on its edge, I needed to remove 2 of the 80/20 legs and route in clearance slots to receive both Festool Quick clamps and a couple of 5/16-18 carriage bolts on "L" handles that attach some angle supports to hold the door.
I decided to use a 1/4" diameter, 4-flute carbide end mill with a 10.8 mm router bushing on the 1010 router. This combination gave me an offset of 2.2 mm per side.
The Festool clamp leg measures .470" wide by 3.750" long. I converted these numbers to metric and then added the offset of 2.2 mm to each side.
Thus the Festool clamps need a clearance slot 16.5 mm wide by 100 mm long. However, because the 4-flute bit is not a plunge bit, I wanted the MFS to overhang the front of the 80/20 by 10 mm. So I added another 10 mm to the length dimension.
I set the MFS to 16.5 mm x 110 mm and I set the speed of the router to 3.
The 4-flute carbide end mill
[attachimg=1]
The basic setup showing clamping methods and the MFS assembled and upside down.
[attachimg=2]
[attachimg=3]
The MFS is placed over the 80/20 and clamped in place. Notice that it overhangs the 80/20 by 10 mm so that there is clearance for the end mill.
[attachimg=4]
This is the finished clearance slot and the next photo shows the Festool clamp installed.
[attachimg=5]
[attachimg=6]