Cheese
Member
Michael Kellough said:[member=44099]Cheese[/member] What speed did you use?
Am I wrong in thinking that cutting the number of flutes in half is equivalent to cutting the speed in half? That should make a difference too?
[member=297]Michael Kellough[/member] I can't remember the setting because I did it by sound/feel. Just like what you do with a mill you just dial it up or down until everything sounds & feels right.
I do know it was somewhere under 4 or so but it was also not at the minimum. I was really surprised because I had some terrible chatter down around 1 & 2.
In order to maintain the same chip load and the same feed rate, reducing the flute count by 1/2 would increase the bit speed by 2X.
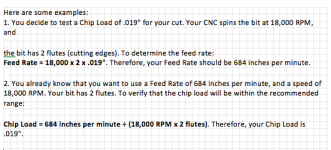
Here's the formula that Onsrud and Freud use.
Chip Load = Feed Rate / (RPM x # of cutting edges)
Feed Rate (IPM) = RPM x # of cutting edges x chip load
Speed (RPM) = Feed Rate / (# of cutting edges x chip load)