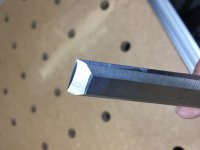
I picked up a 6" grinder with a cambered wheel last week and put it to task on an old set of Harbor Fright chisels for practice. I noticed 2 things.
1. I didn't even cut across the width of the chisel with the grinder. It wasn't bad and at anything under 1", I should be able to do a good job. But a wider blade like a plane blade puzzles me a bit (I haven't tried yet, hence my questions). The cambered grinding wheel only makes contact in a small area, so you're sweeping the blade back and forth across that high spot on the grinding wheel. I guess in theory, if the back is flat and the hollow grind is inconsistent along the width, it won't matter because a 1000 grit stone will even out all the peaks and valleys on the working edge of the blade?
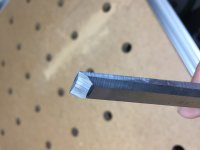
2. With a chisel, I have a nice large bevel to register on the stone. There was no doubt in my mind when the edge and heel (not sure if that's the right word) of the bevel were both in contact. But with a plane blade I'll have less than 1/2 the distance from edge to heel which seems sketchy for someone that can't be trusted to free hand it.
Any words of advice before I destroy up some nice plane blades (I don't have any harbor fright planes to experiment on...and don't intend to buy any)?
1. I didn't even cut across the width of the chisel with the grinder. It wasn't bad and at anything under 1", I should be able to do a good job. But a wider blade like a plane blade puzzles me a bit (I haven't tried yet, hence my questions). The cambered grinding wheel only makes contact in a small area, so you're sweeping the blade back and forth across that high spot on the grinding wheel. I guess in theory, if the back is flat and the hollow grind is inconsistent along the width, it won't matter because a 1000 grit stone will even out all the peaks and valleys on the working edge of the blade?
2. With a chisel, I have a nice large bevel to register on the stone. There was no doubt in my mind when the edge and heel (not sure if that's the right word) of the bevel were both in contact. But with a plane blade I'll have less than 1/2 the distance from edge to heel which seems sketchy for someone that can't be trusted to free hand it.
Any words of advice before I destroy up some nice plane blades (I don't have any harbor fright planes to experiment on...and don't intend to buy any)?


")