smorgasbord
Member
While exploring commercial products for creating accurate angles (see this thread), I came across a large triangle from the well-known company BenchDogs.uk:https://benchdogs.co.uk/products/the-precision-triangle-bundle , which claims:
That's a pretty impressive statement. It's not clear what specifically they're referring to. I've seen resellers and YTers use that to say the laser markings are that accurate, but I suspect it's the geometry that is that accurate. Maybe both?
CMM (Co-ordinate Measuring Machines) can be pretty impressive, but are still subject to proper use. At any rate, I've not heard of generally available tools, not even Starretts or Zeiss or Mitutoyo, being made to that level of accuracy.
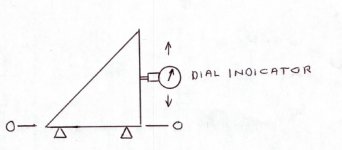
Anyone understand what is going on here? I'm not doubting the claim. I just don't understand everything that's being claimed nor how it's being measured and this is intellectually interesting to me. I do find it interesting that they'd feel the need to make that claim, given that the use of the tool is typically to measure of off MFTs, of which even the best are not near that accurate, not to mention that the tracks on our tracksaws, tracksaw arbor runout, etc. are not measured in double-digit microns. But, I do appreciate that the more accurate one can affordably make tools, the better it is for results and at least repeatability.
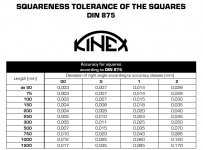
Accurate within 20 microns as recorded by our CMM machine, each Precision Triangle will be supplied with its own calibration report.
That's a pretty impressive statement. It's not clear what specifically they're referring to. I've seen resellers and YTers use that to say the laser markings are that accurate, but I suspect it's the geometry that is that accurate. Maybe both?
CMM (Co-ordinate Measuring Machines) can be pretty impressive, but are still subject to proper use. At any rate, I've not heard of generally available tools, not even Starretts or Zeiss or Mitutoyo, being made to that level of accuracy.
Anyone understand what is going on here? I'm not doubting the claim. I just don't understand everything that's being claimed nor how it's being measured and this is intellectually interesting to me. I do find it interesting that they'd feel the need to make that claim, given that the use of the tool is typically to measure of off MFTs, of which even the best are not near that accurate, not to mention that the tracks on our tracksaws, tracksaw arbor runout, etc. are not measured in double-digit microns. But, I do appreciate that the more accurate one can affordably make tools, the better it is for results and at least repeatability.