You're in Ireland so you can because your plumbing is metric. Wouldn't work in the US.Alan m said:I wonder could you put a kitchen sink in a systainers. maybe a maxi 2
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
MFSlab Portable Work Table
- Thread starter SFSteve
- Start date

getyourbone
Member
- Joined
- Sep 7, 2007
- Messages
- 46
Looks great!
Curious to know what the diameter of the holes are...exactly 20mm or are they slightly larger/smaller?
Curious to know what the diameter of the holes are...exactly 20mm or are they slightly larger/smaller?
I'm still thinking about this table in lightweight MDF, particularly after reading a thread on another forum dumping on the new Woodpeckers MFT Square - and the idea that it's even needed. Quite a few guys not happy with the track alignment, though all of them like the 21mm holes with dogs. I had pretty much resigned myself to an MFT/3, but after that thread...WoodWhisperer said:Here's a pic of the strip of plastic/fiberglass for reinforcing the top. It measures 1/8"x3/8". It comes in a 150' roll. I got it from our granite guy. They use it to reinforce around sinks. The guy that gave it to me speaks really fast Spanish and little English so I couldn't make out where they get it. Seems like it comes from a granite tool supply company. I can find out for sure next time I see him. It doesn't flex what so ever vertically. To install all u need is a 1/8" kerf cut deep enough for the plastic to fit flush with the bottom side of the work table. Use some kind of glue or epoxy and your done. I think it would work out great for this work bench.
So I bought a 300' roll of fiberglass rodding on Amazon ($79 Prime) and I'm first going to use it to reinforce a few MDF bookcase shelves that are sagging a bit. One thing that wasn't obvious when buying this is that the roll is 28" in diameter (though very flat). It's probably going to be quite a trick to remove a couple of wraps without letting the entire roll unravel!
After using this top for a week or two I can offer a little insight...
First the "36" Storehorse " has been discontinued. Walmart.com has some - get 'em while their hot.
Second - clamping things to the top with no means of clamping or attaching to the top to the horses doesn't work so well. The top tends to slide on the horses. So I was thinking of plunging the Domino on the edge all 4 sides so you have the option of turning a clamp upside down and clamping from the mortise to the horse.
A better thought would be to install two T tracks at the centerline of where you'd set up your horses (parallel to the horse) By doing that you can not only clamp all 4 sides completely out of the way, but also you'd have the option to slide the top to the edge of the horses so that access to the shelf underneath on the side you are working is easier.
One other thing, I told my friend to make the holes at 20mm. When I watched the video he said 22mm. 20mm is too small for most of the bench dogs I have. The Festool dogs,clamps fit with some effort. Just curious what others have used ?
Its a nice , simple work top that's easy to transport. I think I may have a slightly shorter version(maybe 4'- 6") made so I can put it in my truck behind the seat on rainy days.
First the "36" Storehorse " has been discontinued. Walmart.com has some - get 'em while their hot.
Second - clamping things to the top with no means of clamping or attaching to the top to the horses doesn't work so well. The top tends to slide on the horses. So I was thinking of plunging the Domino on the edge all 4 sides so you have the option of turning a clamp upside down and clamping from the mortise to the horse.
A better thought would be to install two T tracks at the centerline of where you'd set up your horses (parallel to the horse) By doing that you can not only clamp all 4 sides completely out of the way, but also you'd have the option to slide the top to the edge of the horses so that access to the shelf underneath on the side you are working is easier.
One other thing, I told my friend to make the holes at 20mm. When I watched the video he said 22mm. 20mm is too small for most of the bench dogs I have. The Festool dogs,clamps fit with some effort. Just curious what others have used ?
Its a nice , simple work top that's easy to transport. I think I may have a slightly shorter version(maybe 4'- 6") made so I can put it in my truck behind the seat on rainy days.
Luzzy said:One other thing, I told my friend to make the holes at 20mm. When I watched the video he said 22mm. 20mm is too small for most of the bench dogs I have. The Festool dogs,clamps fit with some effort. Just curious what others have used ?
What has probably occurred is that the CNC router has very slightly undersized the holes. It is not unusual for there to be some backlash in these types of machines. They generally aren't called on to cut things requiring super high precision. The real MFT holes really are 20mm. 22mm would be crazy sloppy and render the hole grid useless for precision work IMO. If you can just barely fit the dogs in with effort then I would go for 20.1mm holes to compensate for the backlash. But this same advice may not apply to someone getting their top cut on a different machine.
Probably the best bet is to get some sample holes cut in some scrap MDF to test beforehand (if the operator is willing). Or if you want to play hardball, tell the operator that you will reject any output that doesn't correctly size the holes (say 20mm +/-.05mm) and leave the responsibility for accounting for the backlash up to him. But don't be surprised if that ups the price of the job.
Wow! Amazon.com only has a few left at (1 at $114 + $10.99 shipping, 19 at $92.02 with free shipping), but Walmart.com had them for $64.80 (free shipping but have to pay sales tax). I got 2.Luzzy said:First the "36" Storehorse " has been discontinued. Walmart.com has some - get 'em while their hot.
So the caveat would be maybe they're replacing these with an upgraded model, but I just checked the Crawford site and the Storehorse is no longer listed (I believe I saw them there a week or two back). Hopefully they sold the rights to someone else, but they might be gone gone. Which also means that the "top protector" isn't replaceable (I'm pretty sure I saw a mention of that somewhere...maybe not).
I got the chance to put my top to work this week and I really like it. Don't know how I got along without it, especially with the way rail dogs and Kreg clamp plates ( thanks Precision Dogs )make so many more cutting operations both precise, square, and simple.
The one main drawback for me is that Festool clamps can't be used in the 20.1mm holes in a 1" thick top. I did realize after first using the top that the tendency for it to slide on the horses could be problematic. A possible solution could be to install removable 3/4 "posts" ( dowels?) in the top of the horses that could engage in the underside of the top. For me, another issue is that I, so far, haven't wanted to cut into this new nice bench of mine, so I'm using sacrificial 1/4" strips under the workpiece.
The one main drawback for me is that Festool clamps can't be used in the 20.1mm holes in a 1" thick top. I did realize after first using the top that the tendency for it to slide on the horses could be problematic. A possible solution could be to install removable 3/4 "posts" ( dowels?) in the top of the horses that could engage in the underside of the top. For me, another issue is that I, so far, haven't wanted to cut into this new nice bench of mine, so I'm using sacrificial 1/4" strips under the workpiece.
- Joined
- Nov 14, 2013
- Messages
- 3,574
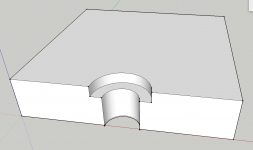
I've been thinking about the issues with the clamps and a 1" top, and I think I have a solution. Since you are having it CNC'd anyway, how about having them cut a recess like this on the bottom (the MFSlab is upside down in my drawing):
[attachimg=1]
I realize that means you couldn't flip it over and use the other side, but I don't know which would be more important?
[attachimg=1]
I realize that means you couldn't flip it over and use the other side, but I don't know which would be more important?
Attachments
WOW,
Yeah, I thought of that too. I think it would add a lot to the cost of milling to have to flip it over and machine the other side.
I also considered modifying the clamp to make it fit. You could drill a 20mm hole in a scrap of 1" material, then cut a cross section through the hole to see how much of the clamp would have to be ground off to fit. it might be very little without weakening the bend in the clamp.
Yeah, I thought of that too. I think it would add a lot to the cost of milling to have to flip it over and machine the other side.
I also considered modifying the clamp to make it fit. You could drill a 20mm hole in a scrap of 1" material, then cut a cross section through the hole to see how much of the clamp would have to be ground off to fit. it might be very little without weakening the bend in the clamp.
- Joined
- Nov 14, 2013
- Messages
- 3,574
morts10n said:I think it would add a lot to the cost of milling to have to flip it over and machine the other side.
I was assuming they'd machine it upside down, which would simply mean another pass with the bit to make a larger hole. not much extra time or work really.
SGCrain
Member
- Joined
- Oct 8, 2014
- Messages
- 13
I'm thinking of making a few of these myself. I have a Cnc machine and am located in San Jose California. Once I get this setup I'd be happy to mill these for folks in my area for just the cost of the machine time. Can someone explain why the festool clamps won't work in the 1" tops? I'm not sure I follow. Im sure we could route the recess in the bottom that was explained above.
Steve
Steve
- Joined
- Nov 14, 2013
- Messages
- 3,574
SGCrain said:I'm thinking of making a few of these myself. I have a Cnc machine and am located in San Jose California. Once I get this setup I'd be happy to mill these for folks in my area for just the cost of the machine time. Can someone explain why the festool clamps won't work in the 1" tops? I'm not sure I follow. Im sure we could route the recess in the bottom that was explained above.
Steve
The issue is that the clamp won't slide into the hole on a 1" panel because the bend of the clamp is too tight, i.e. the bend of the clamp hits the edges of the hole. By cutting a recess as proposed above, the clamp no longer binds when you slide it down through the hole, since the clamp thinks it's going through 3/4" material due to the recess.
Did that make sense?
Bohdan
Member
I have a 1" top and I just rounded the bottom edge of the holes and the clamps fit fine.
nclemmons
Member
Yep - I did this on a Walko table on the bottom and a 3/8 roundover will probably give you the clearance you need to get the clamps in the holes.
Well I am convinced that I what to build one of these [big grin] I have a cnc shop lined up and he is looking to maybe do one himself.
My question is this .. I have limited access to materials. The local plywood supplier can supply 1" mdf which will be commercial grade (whatever that means) or any style of 1/2" plywood. Do I make it out of 1" mdf or laminate two sheets of 1/2" plywood together? If I did laminate the two sheets, would anyone have suggestions on how to do this?
Thanks for all of your help!
My question is this .. I have limited access to materials. The local plywood supplier can supply 1" mdf which will be commercial grade (whatever that means) or any style of 1/2" plywood. Do I make it out of 1" mdf or laminate two sheets of 1/2" plywood together? If I did laminate the two sheets, would anyone have suggestions on how to do this?
Thanks for all of your help!
No I didn't - they shipped me some corner bracket thingees instead, and now the Storehorse is gone from their site. There's an Amazon seller who now has them for $127.47 (free shipping and apparently no sales tax).centerisl said:Wow! Amazon.com only has a few left at (1 at $114 + $10.99 shipping, 19 at $92.02 with free shipping), but Walmart.com had them for $64.80 (free shipping but have to pay sales tax). I got 2.Luzzy said:First the "36" Storehorse " has been discontinued. Walmart.com has some - get 'em while their hot.
On the plus side, I found a local (Seattle area) CNC shop that quoted me $75 for routing plus they can source the LDF for $57/sheet.
Similar threads
- Replies
- 5
- Views
- 339
- Replies
- 0
- Views
- 552
- Replies
- 30
- Views
- 2K
- Replies
- 35
- Views
- 2K
- Replies
- 1
- Views
- 530